में दवा निर्माण, टैबलेट का संपीड़न सतह पर सरल दिखता है - पाउडर अंदर चला जाता है, गोलियाँ निकलती हैं. लेकिन जिसने भी टैबलेट प्रेस के आसपास काम किया है वह जानता है कि वास्तविकता बहुत अलग है. कणिका प्रवाह में छोटे परिवर्तन, नमी का स्तर, टूलींग की स्थिति, या मशीन की गति तुरंत गुणवत्ता संबंधी समस्याएं पैदा कर सकती है जो उत्पादन को धीमा कर देती है और अपशिष्ट को बढ़ा देती है.
कैपिंग जैसे मुद्दे, चिपका, चुनना, वजन भिन्नता, टैबलेट संपीड़न के दौरान टैबलेट की कठोरता या कमजोर होना आम बात है. ये समस्याएँ न केवल उत्पाद की उपस्थिति को प्रभावित करती हैं, लेकिन यह खुराक की सटीकता को भी प्रभावित कर सकता है, विघटन प्रदर्शन, पैकेजिंग दक्षता, और नियामक अनुपालन. व्यस्त उत्पादन माहौल में, यहां तक कि एक मामूली संपीड़न समस्या भी बैचों को अस्वीकृत कर सकती है, मशीन डाउनटाइम, और अतिरिक्त रखरखाव लागत.
उत्पादन प्रबंधकों के लिए, खरीद दल, और फार्मास्युटिकल उपकरण खरीदार, इन टैबलेट संपीड़न समस्याओं के पीछे के मूल कारणों को समझना महत्वपूर्ण है. अच्छी खबर यह है कि निर्माण के दौरान अधिकांश संपीड़न दोषों को रोका जा सकता है, दानेदार बनाने की प्रक्रिया, टूलींग, और टैबलेट प्रेस पैरामीटर ठीक से एक साथ काम करते हैं. इस आलेख में, हम सबसे आम के माध्यम से चलेंगे टेबलेट संपीड़न समस्याएँ दवा निर्माण में, समझाएं कि ऐसा क्यों होता है, और उन्हें हल करने के व्यावहारिक तरीके साझा करें. चाहे आप संचालित करें हाई-स्पीड रोटरी टैबलेट प्रेस या संपूर्ण टैबलेट उत्पादन लाइन का प्रबंधन करें, ये समस्या निवारण युक्तियाँ टैबलेट की गुणवत्ता में सुधार करने और उत्पादन में रुकावटों को कम करने में मदद कर सकती हैं.

सॉलिड-डोज़ फार्मास्युटिकल निर्माण में टैबलेट संपीड़न एक महत्वपूर्ण कदम है, जहां पाउडर या ग्रेन्युल फॉर्मूलेशन को डाई में भरा जाता है और पंच और उच्च दबाव का उपयोग करके गोलियों में जमा किया जाता है. अधिकांश उत्पादन लाइनें रोटरी टैबलेट प्रेस का उपयोग करती हैं, जिसमें घूमने वाले बुर्ज पर कई स्टेशन हैं. प्रत्येक स्टेशन में एक ऊपरी पंच होता है, एक निचला मुक्का, और एक पासा. इस प्रक्रिया में आम तौर पर दो चरण शामिल होते हैं: पूर्व संपीड़न (एक हल्का प्रीफ़िल बल जो पाउडर को प्राइम करता है) और मुख्य संपीड़न (अंतिम उच्च बल जो टैबलेट बनाता है).

निर्माताओं को फॉर्मूलेशन और दानेदार बनाने की गुणवत्ता पर भी विचार करना चाहिए. उदाहरण के लिए, एक समान डाई भरने के लिए अच्छा पाउडर प्रवाह आवश्यक है. दाने अक्सर आकार के होते हैं (उदाहरण के लिए:. <20% डाई व्यास का) अलगाव से बचने के लिए. पाउडर मिश्रण में आमतौर पर एपीआई होते हैं, बाँधने, स्नेहक, और इसे ठीक से संपीड़ित करने और टूलींग से बाहर निकलने में मदद करने के लिए प्रवाह बढ़ाने वाले उपकरण. संपीड़न के बाद भी, एक डस्टर या टैबलेट पॉलिशर का उपयोग अक्सर जुर्माना हटाने और टैबलेट की उपस्थिति में सुधार करने के लिए किया जाता है. व्यवहार में, गोलियाँ प्रेस से बाहर निकलने के बाद, ए टेबलेट डस्टस्टर मशीन प्रेस और कोटिंग/पैकेजिंग लाइन के बीच स्थापित उपकरण कंपन करेगा और ढीली धूल और टुकड़ों को वैक्यूम कर देगा, स्वच्छ सुनिश्चित करना, धूल रहित गोलियाँ.
[jl_youtube src=”HTTPS के://www.youtube.com/embed/bxodNZedxOE”]
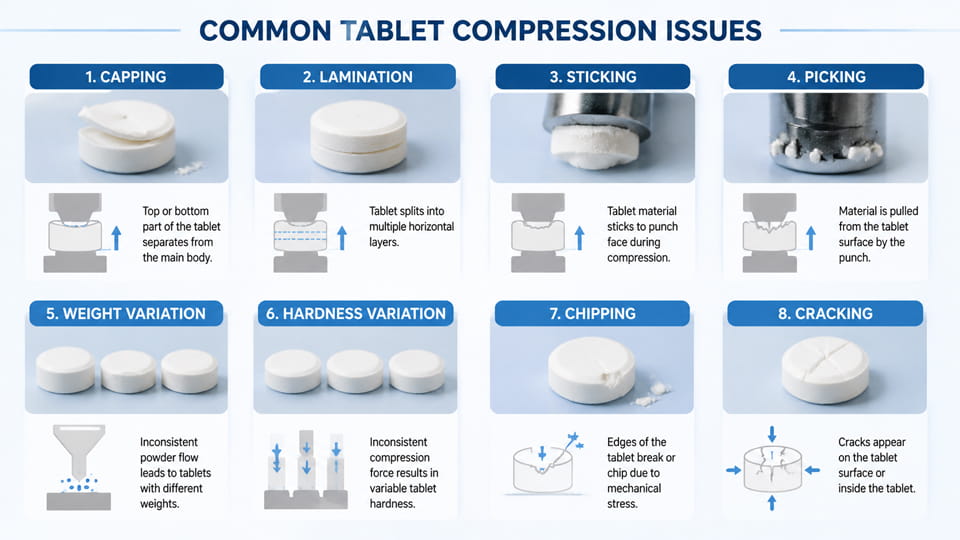
टेबलेट संपीड़न के दौरान, अनेक दोष उत्पन्न हो सकते हैं. नीचे हम सबसे आम समस्याओं को कवर करते हैं, उनके विशिष्ट कारण, और व्यावहारिक समाधान.
क्या ऐसा लग रहा है: कैपिंग तब होती है जब शीर्ष (या नीचे) एक गोली टूट जाती है, यह एक "कैप" के रूप में दिखाई देता है जो मुख्य टैबलेट बॉडी से अलग हो गया है. लेमिनेशन तब होता है जब एक टैबलेट दो या दो से अधिक क्षैतिज परतों में विभाजित हो जाता है. दोनों दोषों का मतलब आमतौर पर संपीड़न के दौरान टैबलेट पूरी तरह से एक साथ नहीं जुड़ता है.
सामान्य कारणों में: अक्सर कैपिंग का परिणाम होता है वायु का फँसना और ख़राब कण बंधन. जब घूंसे मारते हैं तो पाउडर को दबा देते हैं, डाई के शीर्ष या मध्य में हवा की जेबें उचित समेकन को रोक सकती हैं. उच्च बुर्ज गति (अल्प प्रवास समय) और बहुत अधिक संपीड़न बल इस समस्या को बढ़ा सकता है. इसके अलावा, लोचदार या बहुत कम घनत्व वाली सामग्री (उदाहरण के लिए:. कुछ इलास्टिक बाइंडर्स) संपीड़न के बाद "वापस स्नैप" कर सकते हैं, जिससे परतें अलग हो जाती हैं. बहुत कम बाइंडर या दाने में बहुत कम नमी भी अंतर-कण बंधन को कमजोर करती है.
समाधान: कैपिंग और लेमिनेशन को रोकने के लिए, फंसी हुई हवा को बाहर निकलने में मदद करें और बॉन्डिंग में सुधार करें. का उपयोग करते हुए शंक्वाकार पंच/डाई प्रोफाइल हवा को अधिक आसानी से निकलने देता है. बुर्ज को धीमा करना (रुकने का समय बढ़ाना) या हल्का पूर्व-संपीड़न बल जोड़ने से अंतिम संघनन से पहले अधिक सामग्री को डाई में धकेल दिया जाता है. मुख्य संपीड़न बल को थोड़ा कम करने से भी अति-संपीड़न से बचा जा सकता है. टैबलेट की नमी और बाइंडर की जाँच करें: इस दौरान थोड़ी अधिक नमी जोड़ना गीला दाना या बाइंडर सामग्री बढ़ाने से बॉन्डिंग बढ़ सकती है. सारांश, पंच/डाई आकार और प्रेस मापदंडों को समायोजित करना (और घिसे हुए औजारों को बदलना) फंसी हवा को बाहर निकलने की अनुमति देता है और कैपिंग को काफी कम कर देता है.
क्या ऐसा लग रहा है: चिपकना तब होता है जब पाउडर पंच फेस पर चिपक जाता है, सामग्री का भंडार या अधूरा टैबलेट फेस छोड़ना. पिकिंग चिपकाने का एक रूप है जो उभरे हुए लोगो या चिह्नों के आसपास होता है; पंच पर उभरा हुआ डिज़ाइन पाउडर को पकड़ लेता है, टेबलेट में खराबी छोड़ना. दोनों के परिणामस्वरूप गोलियाँ खुरदरी सतह वाली और कभी-कभी गायब किनारों वाली होती हैं.
सामान्य कारणों में: पाउडर और पंच के बीच उच्च घर्षण या चिपचिपापन मुख्य कारण है. अक्सर इसके द्वारा ट्रिगर किया जाता है अधिक नमी या उच्च आर्द्रता. यदि दाने बहुत अधिक गीले हैं या संपीड़न कक्ष नम है, कण पंच चेहरे पर फिल्म बना सकते हैं. वैसे ही, अपर्याप्त स्नेहक मिश्रण में इसका मतलब है कि पाउडर को छिद्रों से फिसलने में कोई मदद नहीं कर रहा है. यदि संपीड़न बल बहुत कम है, गोलियाँ कम दबी हुई और चिपकी हो सकती हैं; इसके विपरीत, बहुत अधिक बल पाउडर को थोड़ा गर्म कर सकता है और इसे चिपचिपा बना सकता है.
समाधान: रिहाई में सुधार करें और आसंजन को कम करें. पहला, उचित बनाए रखें पर्यावरण नियंत्रण: यदि आवश्यक हो तो प्रेस क्षेत्र को निरार्द्रीकृत करें और दानेदार नमी को विनिर्देश के भीतर रखें. सुनिश्चित करें कि मिश्रण में पर्याप्त चिकनाई हो (आमतौर पर 0.5-2% मैग्नीशियम स्टीयरेट या समान) और इसे अच्छे से मिला लें (लेकिन अत्यधिक नहीं) इसलिए कण लेपित होते हैं. पॉलिश पंच चेहरे खरोंच हटाने के लिए नियमित रूप से, और एक उपयुक्त पंच पॉलिश या नॉन-स्टिक कोटिंग लगाने पर विचार करें. यदि चिपकना जारी रहता है, मामूली पैरामीटर समायोजन का प्रयास करें: कभी-कभी प्रेस की गति में थोड़ी वृद्धि होती है (कम संपर्क समय) या संपीड़न बल में कमी से गोलियों को चिपकने से पहले बाहर निकलने में मदद मिल सकती है.
क्या ऐसा लग रहा है: गोलियों को एक सख्त विनिर्देश के भीतर एक समान वजन वाला माना जाता है. जब वजन में भिन्नता अधिक हो, एक ही बैच की गोलियाँ काफ़ी हल्की या भारी निकलती हैं, खुराक की असंगति का जोखिम उठाना.
सामान्य कारणों में: अत्यधिक भिन्नता आमतौर पर उत्पन्न होती है असंगत डाई फिलिंग. रोटरी प्रेस आम तौर पर मात्रा के अनुसार खुराक देते हैं, इसलिए पाउडर थोक घनत्व या भरण गतिशीलता में कोई भी बदलाव वजन में बदलाव का कारण बनता है. सामान्य समस्याओं में खराब प्रवाह क्षमता शामिल है (ब्रिजिंग या असमान फ़ीड के लिए अग्रणी), मिश्रित चूर्ण का पृथक्करण (मोटे कण तेजी से भरते हैं), या घिसा हुआ/गलत संरेखित फ़ीड फ़्रेम (असमान पाउडर आपूर्ति दे रहा है). प्रेस को बहुत तेजी से चलाने से प्रत्येक पासे को भरने के लिए पर्याप्त समय न मिलने से स्थिति और खराब हो सकती है.
समाधान: पाउडर प्रवाह और फ़ीड स्थिरता में सुधार करें. एकरूपता प्राप्त करने के लिए दानेदार बनाने का अनुकूलन करें, मुक्त प्रवाहित मिश्रण. ग्लिडेंट जोड़ें (उदाहरण के लिए:. कोलाइडल सिलिका) या चिपकने और ब्रिजिंग को कम करने के लिए एंटी-काकिंग एजेंट. फ़ीड फ़्रेम सेटिंग्स समायोजित करें और प्रवाह को नियंत्रित करने के लिए हॉपर में बैफल्स स्थापित करें. उपयोग करने पर विचार करें जबरन खिलाए घूंसे (जहां निचला पंच सक्रिय रूप से पासे को भरने के लिए ऊपर उठता है) या यदि पाउडर सुस्त है तो वैक्यूम-सहायता वाली फिलिंग. बुर्ज की गति कम करना (अधिक भरने का समय देना) अक्सर भिन्नता कम कर देता है. संक्षेप में, सुनिश्चित करें कि प्रत्येक डाई को लगातार समान मात्रा में पाउडर मिले - इसका मतलब फ़ीड तंत्र या प्रेस गति को बदलना हो सकता है.
क्या ऐसा लग रहा है: कठोरता (या तोड़ने वाला बल) कुचलने के लिए टैबलेट का प्रतिरोध है. यदि गोलियाँ बहुत नरम हैं, वे चिपक सकते हैं, तोड़ना, या उच्च भुरभुरापन प्रदर्शित करें (आसानी से उखड़ जाना). यदि बहुत कठिन है, वे कोटिंग का विरोध कर सकते हैं या धीरे-धीरे घुलना. ढीलापन परीक्षण (गोलियाँ गिराना और वजन घटाने को मापना) अक्सर किनारों के छिलने या पाउडर लगने का पता चलता है.
सामान्य कारणों में: कठोरता को मुख्य रूप से नियंत्रित किया जाता है संपीड़न बल और सूत्रीकरण. कम संपीड़न बल या बहुत कम बाइंडर नरम उपज देता है, नाजुक गोलियाँ. वहीं दूसरी ओर, अत्यधिक उच्च बल बहुत कठोर गोलियां बना सकता है जो टूट जाती हैं या विघटन का विरोध करती हैं. उदाहरण के लिए, एक उद्योग स्रोत का कहना है कि इजेक्शन बल बहुत अधिक है (अति-संपीड़न से) इससे ऐसी गोलियाँ बन सकती हैं जो बहुत कठोर होती हैं, दरारें या धीमी गति से विघटन का कारण. टैबलेट के वजन में भिन्नता से कठोरता में भी भिन्नता होती है: हल्की गोलियाँ पतली/नरम होती हैं, भारी वाले अधिक मोटे/कठोर.
समाधान: संपीड़न और बाइंडिंग को ट्यून करें. लक्ष्य कठोरता तक पहुंचने के लिए मुख्य संपीड़न को समायोजित करें (आमतौर पर कठोरता परीक्षक पर मापा जाता है). सूत्रीकरण को संशोधित करें: बाइंडर जोड़ना या अनुकूलित करना (उदाहरण के लिए:. पीवीपी, एचपीएमसी, या स्टार्च) अंतर-कण बंधन बढ़ाता है. कणिका नमी को नियंत्रित करें, क्योंकि थोड़े नम कण अक्सर मजबूत गोलियां बनाते हैं (लेकिन अधिक गीला करने से सावधान रहें). घिसे हुए इजेक्टर ब्लेड को बदलें और सुचारू इजेक्शन सुनिश्चित करें; रफ इजेक्शन स्ट्रोक से गोलियां फट सकती हैं. यदि भुरभुरापन अधिक है, जांचें कि क्या गोलियाँ बहुत कमजोर हैं - आपको थोड़ा अधिक संपीड़न बल या अधिक बाइंडर की आवश्यकता हो सकती है. संतुलन महत्वपूर्ण है: गोलियों का लक्ष्य इतनी मेहनत से रखें कि उन्हें संभालना मुश्किल हो जाए, लेकिन इतना भी मुश्किल नहीं कि वे विघटन परीक्षण में विफल हो जाएं.
अन्य दोष भी हो सकते हैं. किनारों का टूटना या टूटना यह अक्सर तब होता है जब गोलियां बाहर निकलने के बाद अचानक फैल जाती हैं या डाई सपाट हो जाती हैं. दोहरा प्रभाव (भूत चित्र) आमतौर पर टूलींग के ढीलेपन या पंच के यांत्रिक रीप्ले के परिणामस्वरूप होता है. धब्बेदार या रंग भिन्नता (बिना लेपित गोलियों में) यदि रंगीन अंश अलग हो जाएं तो ऐसा हो सकता है. ये अक्सर उपरोक्त कारणों से संबंधित होते हैं: उदाहरण के लिए, किनारों का छिलना अति-संपीड़न या अत्यधिक सूखे दानों के कारण हो सकता है, और इसे हल करने में एक छोटा स्नेहक या बाइंडर समायोजन शामिल हो सकता है.
व्यवहार में, एक संरचित समस्या निवारण दृष्टिकोण सहायक है. उदाहरण के लिए, कोई दोष दिखाई देने पर प्रेस बंद कर दें और किसी भी हाल के बदलाव की समीक्षा करें (नये बैच की तरह, गति बदल दी, या रखरखाव). टूलींग और परिचालन स्थितियों की जाँच करें, और एक समय में एक कारक को ठीक करें. कई निर्माता प्रमुख पैरामीटर चार्ट करते हैं (गोली का वजन, मोटाई, कठोरता, वगैरह।) वास्तविक समय में ताकि वे रुझान उभरते हुए देख सकें. गोलियों का दृश्य निरीक्षण (सतह खत्म, किनारों) भी महत्वपूर्ण है. यह व्यवस्थित विधि- निरीक्षण करें, अलग, समायोजित करें - जल्दी से मूल कारण को कम करता है.
कई अपस्ट्रीम कारक संपीड़न परिणामों को प्रभावित करते हैं:
उचित टैबलेट प्रेस रखरखाव भी महत्वपूर्ण है. एक सुव्यवस्थित मशीन - साफ़ की गयी, चिकनाई, और कैलिब्रेटेड - दोष उत्पन्न करने की बहुत कम संभावना है. इससे पहले कि घिसे हुए पंच और डाइज़ टैबलेट की गुणवत्ता खराब कर दें, उन्हें बदल दें. नियमित सफाई कार्यक्रम का दस्तावेजीकरण करें (पाउडर निर्माण को हटाना) और सुनिश्चित करें कि तकनीशियन प्रत्येक रन से पहले सेटिंग्स को सत्यापित करें.

मजबूत निवारक उपाय अपनाने से दोष दूर रहते हैं:
जलपरी फ़्लोचार्ट: एक निर्णय-वृक्ष जो दर्शाता है कि निदान कैसे किया जाए टेबलेट दोष विशिष्ट मापदंडों की जाँच करके (दोष प्रकार → संभावित कारण → सुधारात्मक कार्रवाई).

कैपिंग जैसे टेबलेट संपीड़न दोष, चिपका, वजन भिन्नता, और भुरभुरापन आम चुनौतियाँ हैं लेकिन इन्हें प्रभावी ढंग से प्रबंधित किया जा सकता है. प्रत्येक समस्या आमतौर पर सूत्रीकरण गुणों से उत्पन्न होती है, मशीन सेटिंग्स, या पर्यावरणीय कारक. विधिपूर्वक मूल कारण की पहचान करके - और फिर प्रेस मापदंडों में बदलाव करके, दानेदार बनाना परिष्कृत करना, आर्द्रता को नियंत्रित करना, और उपकरण को अच्छी स्थिति में रखना - निर्माता दोषों को ठीक कर सकते हैं. नियमित प्रक्रियागत जाँच (गोली का वजन, कठोरता, मोटाई, वगैरह।) रुझानों को जल्दी पकड़ लेंगे. इन सर्वोत्तम प्रथाओं को लागू करने से यह सुनिश्चित करने में मदद मिलती है कि प्रेस से निकलने वाली गोलियाँ लगातार गुणवत्ता मानकों को पूरा करती हैं, अपशिष्ट को कम करना और नियामक अपेक्षाओं को पूरा करना.
अगर आप टैबलेट चिपकने जैसी समस्या का सामना कर रहे हैं, कैपिंग, वजन भिन्नता, या अस्थिर टेबलेट कठोरता, सही टेबलेट संपीड़न उपकरण और उत्पादन सेटअप बहुत बड़ा अंतर ला सकता है. पर जिन्लू पैकिंग, हम फार्मास्युटिकल और न्यूट्रास्युटिकल निर्माताओं को टैबलेट की गुणवत्ता को विश्वसनीय बनाने में मदद करते हैं रोटरी टैबलेट प्रेस मशीनें, अनुकूलित संपीड़न समाधान, और पेशेवर तकनीकी सहायता.
चाहे आप मौजूदा उत्पादन लाइन को अपग्रेड कर रहे हों या नई टैबलेट निर्माण परियोजना की योजना बना रहे हों, हमारी टीम आपके उत्पाद प्रकार के आधार पर सही टैबलेट प्रेस मशीन चुनने में आपकी मदद कर सकती है, आउटपुट आवश्यकताएँ, और जीएमपी मानक. हमारा अन्वेषण करें टेबलेट प्रेस समाधान या आज ही हमसे संपर्क करें हमारी इंजीनियरिंग टीम के साथ अपने टेबलेट संपीड़न चुनौतियों पर चर्चा करने के लिए.
सबसे आम टैबलेट संपीड़न समस्याओं में कैपिंग शामिल है, फाड़ना, चिपका, चुनना, वजन भिन्नता, भुरभुरापन की समस्या, और असंगत टैबलेट कठोरता. ये समस्याएँ आमतौर पर दाने की गुणवत्ता से जुड़ी होती हैं, मशीन सेटिंग्स, टूलींग की स्थिति, या पर्यावरणीय कारक.
टैबलेट कैपिंग तब होती है जब टैबलेट का ऊपरी या निचला भाग संपीड़न के बाद अलग हो जाता है. सामान्य कारणों में फँसी हुई हवा शामिल है, अत्यधिक सूखे हुए दाने, अपर्याप्त बाइंडर, मशीन की अत्यधिक गति, या गलत संपीड़न बल. उचित दानेदार बनाना और पूर्व-संपीड़न सेटिंग्स कैपिंग को कम करने में मदद कर सकती हैं.
चिपकना तब होता है जब टैबलेट संपीड़न के दौरान फॉर्मूलेशन सामग्री पंच चेहरों या डाई दीवारों से जुड़ जाती है. पिकिंग एक विशिष्ट प्रकार की स्टिकिंग है जो आमतौर पर उभरे हुए लोगो या उत्कीर्ण पंचों को प्रभावित करती है. उच्च नमी सामग्री, अपर्याप्त स्नेहन, टूलींग की खुरदुरी सतहें, और चिपचिपे तत्व सामान्य कारण हैं.
वज़न में भिन्नता अक्सर ख़राब पाउडर प्रवाह के कारण होती है, असंगत डाई फिलिंग, या अस्थिर फीडर गति. ग्रेन्युल प्रवाह क्षमता में सुधार, कण आकार वितरण को नियंत्रित करना, और फीडर सेटिंग्स को अनुकूलित करने से उत्पादन के दौरान लगातार टैबलेट वजन बनाए रखने में मदद मिल सकती है.
टैबलेट की कठोरता सीधे उत्पाद के स्थायित्व को प्रभावित करती है, पैकेजिंग प्रदर्शन, विघटन का समय, और विघटन व्यवहार. जो गोलियाँ बहुत नरम होती हैं वे संभालने के दौरान टूट सकती हैं, जबकि अत्यधिक कठोर गोलियाँ बहुत धीरे-धीरे घुल सकती हैं. स्थिर कठोरता नियंत्रण के लिए उचित संपीड़न बल और संतुलित फॉर्मूलेशन डिज़ाइन महत्वपूर्ण हैं.
टैबलेट संपीड़न प्रदर्शन में ग्रेन्युल गुणवत्ता एक प्रमुख भूमिका निभाती है. खराब प्रवाह क्षमता वाले दाने, असमान कण आकार, अत्यधिक नमी, या कम संपीड्यता के कारण चिपकने जैसे दोष हो सकते हैं, कैपिंग, और वजन में भिन्नता. उच्च गुणवत्ता वाले दानेदार बनाने से टैबलेट की स्थिरता और उत्पादन क्षमता में सुधार होता है.
संपीड़न कक्ष के अंदर का तापमान और आर्द्रता टैबलेट की गुणवत्ता को महत्वपूर्ण रूप से प्रभावित करते हैं. उच्च आर्द्रता चिपकने की समस्या बढ़ा सकती है, जबकि अत्यधिक शुष्क परिस्थितियाँ भुरभुरापन या कैपिंग का कारण बन सकती हैं. कई निर्माता टैबलेट संपीड़न प्रदर्शन को स्थिर करने के लिए नियंत्रित आर्द्रता स्तर बनाए रखते हैं.
दोषों को रोकने और स्थिर उत्पादन सुनिश्चित करने के लिए टैबलेट पंच और डाई का नियमित रूप से निरीक्षण और रखरखाव किया जाना चाहिए. घिसे हुए या क्षतिग्रस्त उपकरण के चिपकने का कारण बन सकता है, टैबलेट की ख़राब उपस्थिति, असंगत वजन, और डाउनटाइम बढ़ा दिया गया. फार्मास्युटिकल उत्पादन लाइनों के लिए निवारक रखरखाव कार्यक्रम की दृढ़ता से अनुशंसा की जाती है.
टैबलेट संपीड़न दक्षता में सुधार के लिए आमतौर पर अनुकूलित फॉर्मूलेशन के संयोजन की आवश्यकता होती है, उचित दानेदार बनाना, स्थिर मशीन सेटिंग्स, प्रशिक्षित ऑपरेटर, और नियमित उपकरण रखरखाव. टैबलेट के वजन की वास्तविक समय पर निगरानी, कठोरता, और मोटाई बड़े उत्पादन बैचों को प्रभावित करने से पहले ही समस्याओं का पता लगाने में मदद करती है.
संदर्भ:
1.गोलियों के विनिर्माण दोष – एक समीक्षा —— जर्नल ऑफ ड्रग डिलीवरी एंड थेरेप्यूटिक्स (जे.डी.डी.टी)
2.फार्मास्युटिकल टैबलेट संपीड़न में चिपकाना और चुनना: एक आईक्यू कंसोर्टियम समीक्षा —— साइंसडायरेक्ट
3.ICH Q10 फार्मास्युटिकल गुणवत्ता प्रणाली – वैज्ञानिक दिशानिर्देश -- यूरोपीय दवाई एजेंसी
4.टेबलेट फॉर्मूलेशन में स्नेहन ——नेशनल लाइब्रेरी ऑफ मेडिसिन
5.टैबलेट डिज़ाइन के माध्यम से स्टिकिंग और पिकिंग को हल करना —— फार्मटेक
6.टैबलेट कैपिंग और लेमिनेशन की समझ को आगे बढ़ाना: एक व्यवस्थित समीक्षा —— साइंसडायरेक्ट