ब्लिस्टर पैकेजिंग मशीनें फार्मास्युटिकल उद्योग के काम के घोड़े हैं - प्लास्टिक या एल्यूमीनियम शीट को जेब में ढालना और गोलियाँ या कैप्सूल को अंदर सील करना. लेकिन किसी भी जटिल उपकरण की तरह, वे ऐसी रुकावटें पैदा कर सकते हैं जिससे उत्पादन रुक सकता है. सामान्य ब्लिस्टर मशीन की समस्याओं में कमजोर या टपकती सील शामिल हैं, विकृत गुहाएँ, खाली जेब (जाम या छूटा हुआ फ़ीड), और मशीन खराब होने के कारण डाउनटाइम होता है. जैसा कि उद्योग विशेषज्ञ ध्यान देते हैं, सीलिंग विफलताएँ सबसे गंभीर दोषों में से हैं क्योंकि वे सीधे तौर पर दवा सुरक्षा से समझौता करते हैं. व्यवहार में, के बारे में 90% मानक ब्लिस्टर दोषों को "तीन टी" तक सीमित कर दिया गया है: ग़लत सेट तापमान, समय, या तनाव कार्रवाई में.
इस गाइड में हम प्रत्येक प्रमुख मुद्दे पर चलेंगे - ऐसा क्यों होता है और इसे कैसे ठीक किया जाए. अंत तक, आपकी ब्लिस्टर मशीन को सुचारू रूप से चलाने के लिए आपके पास स्पष्ट कदम और निवारक युक्तियाँ होंगी (या तय करें कि क्या अधिक उन्नत समाधान की आवश्यकता है).
संकट 1: कमजोर या असंगत सीलिंग
- लक्षण: ढक्कन वाली पन्नी गठित गुहाओं से पूरी तरह से बंधती नहीं है. आप लीक-टेस्ट या फ़ॉइल में ब्लिस्टर पैक से डाई लीक होते हुए देख सकते हैं जो आसानी से निकल जाती है. कुछ सीलें आंशिक दिख सकती हैं या उनमें अंतराल हो सकता है. ये दोष बाँझपन से समझौता करते हैं और पूरे बैचों को खत्म करने की आवश्यकता होती है.
- कारण: गलत हीट-सीलिंग पैरामीटर सामान्य अपराधी हैं. यदि सील का तापमान बहुत कम है, फ़ॉइल की हीट-सील परत पिघलेगी और बंधेगी नहीं; बहुत ऊँचा, और प्लास्टिक फिल्म सिकुड़ सकती है या जल सकती है. असमान सीलिंग दबाव (विकृत प्लेटों या गलत समायोजित स्प्रिंग्स के कारण) स्थानीय रिक्तियों का कारण बनता है. सीलिंग डाई पर संदूषण - जैसे चिपकने वाला अवशेष या टैबलेट की धूल - पूर्ण संपर्क को रोकता है. खराब गुणवत्ता या नम पन्नी भी कमजोर आसंजन पैदा करती है.
- समाधान:
- तापमान समायोजित करें & दबाव: प्लेट तापमान को सत्यापित करने के लिए संपर्क थर्मामीटर का उपयोग करें (केवल मशीन रीडआउट पर निर्भर न रहें). सामग्री दिशानिर्देशों का पालन करें (उदाहरण के लिए:. 140पीवीसी/अलू पैक के लिए -160°C). परीक्षण सील चलाते समय सेटपॉइंट के आसपास ±2-5°C तक फाइन-ट्यून करें.
- सीलिंग डाइज़ की जाँच करें: हर शिफ्ट में डाई और प्लेट साफ करें; आइसोप्रोपेनॉल के साथ चिपकने वाला या फिल्म अवशेष हटा दें. खरोंच या जंग का निरीक्षण करें लीक का कारण बनता है. यदि डाई विकृत हो तो उसे बदलें या पुनः पीसें.
- प्रक्रिया का अनुकूलन करें: पूरी चौड़ाई पर एक समान दबाव सुनिश्चित करें. घिसे हुए प्रेशर रोलर्स या स्प्रिंग्स का निरीक्षण करें और बदलें. केवल उच्च गुणवत्ता का उपयोग करें, सूखी फ़ॉइल स्टॉक - आर्द्र वातावरण में फिल्म को पूर्व-सूखी करें (उदाहरण के लिए:. 40-60°C 30-60 मिनट के लिए). दस्तावेज़ सील मापदंडों और बहाव को पकड़ने के लिए नियमित छील-शक्ति परीक्षण करें.
उदाहरण के लिए, एक मानक पीवीसी/अलू ब्लिस्टर लाइन पर, इष्टतम ताप सील क्षेत्र अक्सर 150°C के आसपास होता है. ±3°C की त्रुटि सील की ताकत को आधा कर सकती है. तापमान प्रोफाइल को कैलिब्रेट और लॉग करके, ऑपरेटर लगातार सील अखंडता बनाए रख सकते हैं.

संकट 2: अनुचित गठन (ढही हुई या असमान गुहिकाएँ)
- लक्षण: थर्मोफॉर्मेड प्लास्टिक ब्लिस्टर कैविटीज़ विकृत हो जाती हैं. आप ऐसी गुहाएँ देख सकते हैं जो बहुत उथली हैं, गोली के वजन के नीचे ढह गया, या असमान गहराई और पतली दीवारें हैं. असमान जेब के कारण टेबलेट खिसक जाती हैं, भरण-गिनती अलार्म या मध्य-रन स्टॉपेज को ट्रिगर करना.
- कारण: फॉर्मिंग स्टेशन समान हीटिंग और वैक्यूम पर निर्भर करता है. यदि हीटिंग प्लेट अंशांकन से बाहर है, तापमान में गिरावट आ सकती है. यहां तक कि पीवीसी फिल्म बनाने वाली प्लेट में ±3°C का एक छोटा सा विचलन भी गुहा की गहराई और दीवार की मोटाई में महत्वपूर्ण परिवर्तन का कारण बनता है. अन्य कारणों में कमजोर वैक्यूम शामिल है (गंदे फिल्टर, लीक), घिसे हुए प्लग-असिस्ट पिन (यदि उपयोग किया जाए), या दूषित साँचे की सतहें (गुहाओं पर प्लास्टिक या पन्नी का चिपकना).
- समाधान:
- तापमान सत्यापित करें: फॉर्मिंग प्लेट पर कैलिब्रेटेड इंफ्रारेड या कॉन्टैक्ट थर्मामीटर का उपयोग करें. यदि प्लेट की सतह निर्धारित बिंदु से ~2°C से अधिक दूर है तो पीआईडी नियंत्रक को समायोजित करें. पूर्ण गुहा गठन की पुष्टि के लिए लक्ष्य उत्पादों और सही फिल्म के साथ एक छोटा परीक्षण चलाएं.
- वैक्यूम सिस्टम बनाए रखें: वैक्यूम पंप आउटपुट और वैक्यूम लाइनों की जाँच करें. वैक्यूम फिल्टर को नियमित रूप से साफ करें या बदलें. सुनिश्चित करें कि मोल्ड में वैक्यूम चैनल अबाधित हैं.
- साँचे का निरीक्षण करें और साफ करें: फिल्म के अवशेषों को हटाने के लिए प्रत्येक शिफ्ट में कैविटी प्लेटों को पोंछें. प्लग पिन की जाँच करें (यदि कोई) सही समय के लिए - एक घिसा हुआ या गलत समय पर लगाया गया प्लग बहुत जल्दी दबाने से कैविटी को नष्ट कर सकता है. यदि प्लग समय से पहले फिल्म से संपर्क करता है तो घिसे हुए प्लग या कैम बुशिंग को बदलें.
- उचित फिल्म का प्रयोग करें: सत्यापित करें कि आप अपने सांचे के लिए सही फिल्म की मोटाई और प्रकार का उपयोग कर रहे हैं. प्लास्टिसाइज़र सामग्री के कारण एक नई फिल्म लॉट को थोड़े अलग तापमान प्रोफ़ाइल की आवश्यकता हो सकती है.
बख्शीश: फिल्म लॉट द्वारा प्रलेखित सेटिंग्स बनाते रहें और ढहे हुए ब्लिस्टर मुद्दों से बचने के लिए जब भी सामग्री बदलें तो पुनः अर्हता प्राप्त करें.
संकट 3: फिल्म का फटना या झुर्रियाँ पड़ना
- लक्षण: गठन के दौरान या बाद में, प्लास्टिक की फिल्म (पीवीसी/पीवीडीसी या पीईटी) या पन्नी की परत में आँसू विकसित हो जाते हैं, दरारें, या पिनहोल. सामने की तरफ, आप ढक्कन वाली पन्नी के नीचे झुर्रियाँ या एयर पॉकेट देख सकते हैं. इनसे पैकेज लीक या कॉस्मेटिक दोष हो जाते हैं.
- कारण: अत्यधिक गर्मी या तनाव प्रमुख संदिग्ध हैं. यदि बनाने या सील करने का तापमान बहुत अधिक है, फिल्म अत्यधिक नरम हो सकती है और बहुत अधिक खिंच सकती है, जिसके कारण यह पतला हो जाता है या फट जाता है. वैसे ही, असमान फिल्म तनाव (खराब अनवाइंड नियंत्रण या गलत संरेखित रोलर्स से) जाल खींचने पर झुर्रियाँ पड़ जाती हैं और यहाँ तक कि फटने भी लगती है. तापमान में अचानक बढ़ोतरी या दोषपूर्ण शीतलन भी फिल्म को कमजोर कर सकता है.
- समाधान:
- तापमान अनुकूलित करें: सुनिश्चित करें कि फॉर्मिंग/सीलिंग तापमान आपकी फिल्म के लिए निर्धारित सीमा के भीतर है. उदाहरण के लिए, यदि आप लगातार फिल्म क्षति देखते हैं तो क्षेत्र का तापमान कम करें. ज़ोनड हीटिंग का उपयोग करें (केंद्र में उच्चतर, किनारों पर कम) हॉट स्पॉट से बचने के लिए.
- तनाव और संरेखण समायोजित करें: तनाव कम करने की सेटिंग जांचें. फ़ॉइल रोल का तनाव इतना कड़ा होना चाहिए कि वह सपाट रहे लेकिन इतना कड़ा नहीं होना चाहिए कि वेब पर दबाव पड़े. रोलर गाइड संरेखण का निरीक्षण करें - यहां तक कि थोड़ा सा गलत संरेखित गाइड भी लहरें पैदा कर सकता है. रोलर्स या डांसर आर्म्स पर घिसे हुए बेयरिंग को बदलें.
- सही फिल्म हैंडलिंग का प्रयोग करें: सुनिश्चित करें कि फ़िल्में ठीक से संग्रहित और पूर्व-कंडीशनर की गई हैं. चलाने से पहले किसी भी धूल को हटाने के लिए फिल्म की सतह को पोंछ लें. उच्च आर्द्रता वाले क्षेत्रों में थोड़े समय के लिए पीवीसी/पीईटी फिल्म को प्री-हीटिंग करने पर विचार करें. सामग्री दोषों से बचने के लिए प्रमाणित फिल्म आपूर्तिकर्ताओं का उपयोग करें.
*उदाहरण: फ़ॉइल झुर्रियों के लिए एक सामान्य समाधान फ़ॉइल शाफ्ट पर ब्रेक को समायोजित करना है. थोड़ी अधिक ब्रेकिंग फ़ॉइल स्लैक को कम करके झुर्रियों को कम कर सकती है. टेंशन सेंसर रखें (नर्तकियों) अच्छी मरम्मत में - बीयरिंग खराब होने से पहले उन्हें बदल दें.
संकट 4: उत्पाद फीडिंग त्रुटियाँ (ग़लत खिलाता है, डबल फ़ीड, जाम)
- लक्षण: कुछ जेबों से टेबलेट या कैप्सूल गायब हो सकते हैं (खाली गुहाएँ), या कुछ जेबों में दो उत्पाद हैं (डबल फ़ीड). वैकल्पिक, फ़ीड पैन या चैनल में गोलियाँ पुल या जाम, रुक-रुक कर रुकना. गंभीर मामलों में, फ़ीड त्रुटि अलार्म के कारण लाइन रुक सकती है.
- कारण: फ़ीड की समस्याएँ फीडर की गति और मशीन इंडेक्सिंग के बीच बेमेल से उत्पन्न होती हैं, या फीडर तंत्र से ही. यदि ब्रश या कंपन फीडर इंडेक्स के सापेक्ष बहुत तेज चलता है, गोलियाँ जेब से निकल सकती हैं या ढेर हो सकती हैं. उच्च स्थैतिक (उदाहरण के लिए:. आर्द्र परिस्थितियाँ) इससे गोलियाँ आपस में चिपक सकती हैं या हॉपर से चिपक सकती हैं. घिसे हुए फ़ीड रेल या साँचे पर गड़गड़ाहट भी उत्पादों को फँसा सकती है, जबकि फीडर में बचा हुआ मलबा गोलियों को गलत दिशा दे सकता है.
- समाधान:
- फीडर को सिंक्रोनाइज़ करें: प्रत्येक बदलाव के बाद ब्लिस्टर इंडेक्स चक्र से मेल खाने के लिए फीडर गति को पुन: कैलिब्रेट करें. प्रत्येक उत्पाद लॉट के लिए सही अनुपात नोट करें. यदि मल्टी-हेड या ट्रैक फीडर का उपयोग कर रहे हैं, सुनिश्चित करें कि यह संतुलित और रुकावट से मुक्त है.
- आर्द्रता/स्थैतिक को नियंत्रित करें: उत्पादन क्षेत्र की सापेक्ष आर्द्रता लगभग 40-60% रखें. यदि ब्रिजिंग जारी रहती है, एक एंटी-स्टैटिक ब्रश स्थापित करें या हॉपर में वातानुकूलित हवा का उपयोग करें. प्रत्येक रन से पहले फीडर घटकों को साफ करें.
- टूलींग और फीडर का निरीक्षण करें: फ़ीड डिस्क की जाँच करें, हॉपर, और गोलियों को पकड़ने वाली टूट-फूट या क्षति के लिए मार्गदर्शिकाएँ. किसी भी कटे या नुकीले किनारे को बदलें. फीडर मार्ग से उत्पाद का मलबा साफ़ करें. दृश्य निरीक्षण का प्रयोग करें (उदाहरण के लिए:. एक कैमरा सेंसर) यह सत्यापित करने के लिए कि यदि जीएमपी अनुमति देता है तो प्रत्येक गुहा भर गई है.
टिप्पणी:* ब्लिस्टर लाइनों में अक्सर सीलिंग स्टेशन के पास एक खाली-गुहा डिटेक्टर शामिल होता है. तथापि, लक्ष्य है रोकथाम** ख़ालीपन - उदा. यदि कोई गुहा खाली है, इसका आम तौर पर मतलब है कि फीडर अपस्ट्रीम में गड़बड़ा गया है. नियमित फीडर ट्यून-अप और सेंसर जांच से इन दोषों को खत्म करने में मदद मिलती है.

संकट 5: खाली ब्लिस्टर जेबें (गुम उत्पाद)
- लक्षण: गुहा के अंदर बिना किसी टैबलेट या कैप्सूल के समाप्त हुए छाले - फिर भी पन्नी से सील कर दिए गए. इनका पता लगाया जाना चाहिए और खारिज किया जाना चाहिए. नकली ख़ालीपन फ़ीड सिंक्रोनाइज़ेशन समस्याओं का संकेत देते हैं.
- कारण: मूलरूप में, खाली जेबें एक प्रकार की फीडिंग त्रुटि है. वे तब घटित होते हैं जब फीडर किसी उत्पाद को गठित गुहा में गिराने में विफल रहता है. कारणों में शामिल हैं: फीडर से उत्पाद जारी नहीं किया गया (स्थिर चिपटना, गलत समय), एक जाम जो किसी उत्पाद को उखाड़ देता है, या हॉपर क्षण भर के लिए खाली चल रहा है. सेंसर की विफलता भी मिसकाउंट का कारण बन सकती है (उदाहरण के लिए:. एक फोटोसेंसर किसी उत्पाद की गिनती करने में चूक जाता है).
- समाधान:
- फीडर टाइमिंग: सुनिश्चित करें कि फीडर कैलिब्रेट किया गया है ताकि प्रत्येक गुहा को बिल्कुल एक इकाई मिलनी चाहिए. जांचें कि ब्रश या स्क्रू फीडर प्रति चक्र ठीक एक टुकड़ा खिलाता है.
- सेंसर सत्यापित करें: वास्तविक समय में किसी भी खालीपन को पकड़ने के लिए फिलर के बाद एक विज़न कैमरा या फोटोडिटेक्टर का उपयोग करें. गलत रीडिंग को रोकने के लिए नियमित रूप से सेंसर का परीक्षण करें और साफ करें.
- रूट फीडर समस्याओं का समाधान करें: यदि रिक्तता बनी रहती है, फीडर का निरीक्षण करें (जैसा कि समस्या में है 4). कभी-कभी टैबलेट के आकार/आकार में थोड़े से बदलाव के लिए वाइब्रेटरी फीडर सेटिंग्स को फिर से ट्यून करने की आवश्यकता होती है.
व्यावहारिक युक्ति:अपने बैच रिकॉर्ड में सभी खाली जेब वाली घटनाओं को लॉग करें. यदि एकाधिक रिक्तियाँ होती हैं, लाइन रोकें और किसी भी जाम को तुरंत हटाएं. बार-बार खाली होने से यह संकेत मिल सकता है कि एक प्रमुख फीडर पुन: संरेखण की आवश्यकता है.
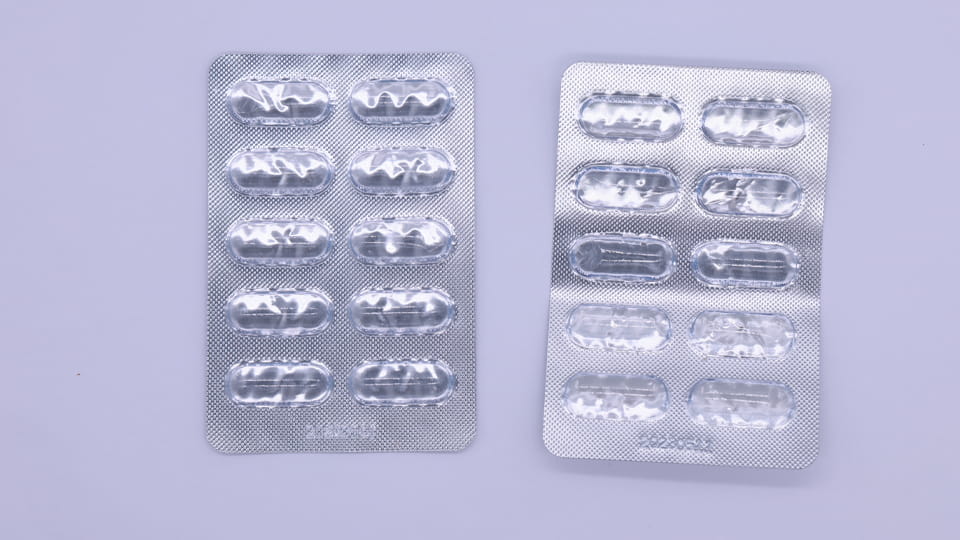
संकट 6: एल्युमिनियम फॉयल की झुर्रियाँ
- लक्षण: धात्विक आवरण वाली पन्नी (आमतौर पर अलु या पीवीडीसी) तैयार पैक पर झुर्रियाँ या सिलवटें दिखाई देती हैं, खासकर किनारों के पास. पैकेज चिकने नहीं दिख सकते हैं या फ़ॉइल स्थानीय स्तर पर भी उठ सकती है.
- कारण: झुर्रियाँ आमतौर पर असमान फ़ॉइल तनाव या संरेखण के कारण होती हैं. यदि फ़ॉइल वेब बहुत ढीला है (कम आराम का तनाव) सीलिंग से पहले यह गुहाओं पर सपाट नहीं रहेगा. के साथ -साथ, बहुत अधिक तनाव से सील क्षेत्र में पन्नी खिंच सकती है और झुर्रियां पड़ सकती हैं. ग़लत संरेखित फ़ॉइल रोल या अनुगामी रोलर्स (कार्ड के समानांतर नहीं) तह बनाएँ. पूरी चौड़ाई में असमान दबाव (उदाहरण के लिए, थोड़ी विकृत सील प्लेट के कारण) इससे फ़ॉइल का एक पक्ष अनुचित तरीके से सील भी हो सकता है, अतिरिक्त झुर्रियाँ पड़ना.
- समाधान:
- संतुलन तनाव: फ़ॉइल ब्रेक या तनाव नियंत्रण को समायोजित करें ताकि फ़ॉइल चिपक जाए लेकिन ज़्यादा न खिंचे. यहां फाइन-ट्यूनिंग अक्सर अधिकांश झुर्रियों को खत्म कर देती है.
- संरेखण की जाँच करें: सत्यापित करें कि फ़ॉइल रोल खींचने की दिशा में चौकोर है. सुनिश्चित करें कि सभी गाइड और पुल रोलर्स समानांतर और समतल हैं. कुछ मशीनों पर, फ़ॉइल पर पंजीकरण चिह्नों को संरेखित करने से इसे केन्द्रित करने में मदद मिल सकती है.
- घटकों का निरीक्षण करें: किसी भी घिसे-पिटे टेंशन रोलर या डिफ्लेक्टर को बदलें. एक सरल मार्गदर्शिका: फ़ॉइल जैम या रोल बदलने के बाद, धीमी गति से परीक्षण करें और फ़ॉइल को लेटते हुए देखें. पूरी गति से दौड़ने से पहले समायोजित करें.
*विशेषज्ञ नोट: हाल ही के एक समस्या निवारण अध्ययन में, फ़िल्म तनाव असंगति कई फ़ॉइल झुर्रियों से जुड़ी हुई थी. यहां तक कि फ़ॉइल रोल का व्यास भी तनाव को प्रभावित करता है - रोल कोर को मानकीकृत करने से मदद मिलती है. गंभीर झुर्रियों के लिए, तनाव-नियंत्रण फीडबैक प्रणाली को अपग्रेड करने पर विचार करें.
संकट 7: ब्लिस्टर/फिल्म मिसलिग्न्मेंट (पंजीकरण त्रुटियाँ)
- लक्षण: बने फफोले और फ़ॉइल मेल नहीं खा रहे हैं - आप स्लॉट या प्रिंट को केंद्र से बाहर उतरते हुए देखते हैं. कटी हुई डाई कुछ छिद्रों में गलत छेद कर सकती है, या मुद्रित बैच कोड फ़ॉइल स्लॉट से चूक जाते हैं. स्क्रैप दर बढ़ जाती है क्योंकि कई जेबें या तो किनारों को ओवरलैप करती हैं या आंशिक रूप से कट जाती हैं.
- कारण: फिल्म का गलत संरेखण (इसे ट्रैकिंग त्रुटियाँ भी कहा जाता है) असंगत फिल्म अग्रिम से उत्पन्न होता है. जैसा कि जिंलुपैकिंग नोट करता है, रोलों के बीच असमान तनाव के कारण वेब भटक जाता है. एक घिसा-पिटा डांसर रोल या गाइड फिल्म को भटका सकता है. समकालिक तनाव के बिना मल्टी-रोल अनवाइंड भी मामूली बदलाव का कारण बनता है. यदि पंजीकरण स्प्रोकेट का उपयोग कर रहे हैं, गलत पंजीकरण चिह्न या कैमरा ट्रैकर सिंक खो सकते हैं. पुल तंत्र में मोटर की फिसलन या ढीली बेल्टें डीसिंक्रनाइज़ हो जाएंगी, बहुत.
- समाधान:
- ट्रैकिंग को कैलिब्रेट करें: प्रत्येक रोल परिवर्तन या टूलींग स्वैप के बाद, पंजीकरण चिह्न के सामने फिल्म की अग्रिम जांच करें. 4 घंटे का नियम: हाई-स्पीड लाइनों पर हर कुछ घंटों में फिल्म स्टेप एडवांस का निरीक्षण करें. तनाव वाली भुजाओं या नर्तक की स्थिति को तब तक समायोजित करें जब तक कि निशान संरेखित न हो जाए.
- तनाव प्रतिक्रिया ठीक करें: नर्तक की भुजाओं पर घिसे हुए बेयरिंग को बदलें (वे तनाव नियंत्रण में देरी का कारण बन सकते हैं). अगर संभव हो तो, एक पीआईडी तनाव नियंत्रक स्थापित करें. वैकल्पिक, उच्च परिशुद्धता की आवश्यकता वाले फफोले पर एक समय में केवल एक अनइंड रोल का उपयोग करें.
- यांत्रिक जाँच: सुनिश्चित करें कि सभी रोलर्स (नृत्य, मार्गदर्शक, आलसी) खेल से मुक्त और समानांतर हैं. ड्राइव बेल्ट कसें और सर्वो मोटर्स की जाँच करें. पुल एनकोडर पर एक दोषपूर्ण निकटता सेंसर भी गलत फिल्म स्थिति की रिपोर्ट कर सकता है.
*प्रसंग: गलत संरेखण न केवल स्क्रैप बनाता है बल्कि लाइन को अवरुद्ध भी कर सकता है (पंच जाम). निवारक: घूंसे से पहले मामूली ऑफसेट पर अलार्म के लिए एक दृष्टि प्रणाली या मार्क सेंसर को एकीकृत करें. संरेखण उपकरण का अच्छा रखरखाव महत्वपूर्ण है.
संकट 8: मुद्रण और कोडिंग त्रुटियाँ
- लक्षण: पैकेजिंग के बाद, ब्लिस्टर पैक्स की फ़ॉइल में अस्पष्टता हो सकती है, गुम, या धुंधले बैच कोड, समाप्ति की तिथियां, या ग्राफ़िक्स. एल्यूमीनियम या इंक-जेट मुद्रित फ़ॉइल पर अधूरी या धुंधली छपाई दिखाई देती है.
- कारण: ये त्रुटियाँ आमतौर पर यांत्रिक गठन के बाहर होती हैं और लाइन पर कोडिंग प्रणाली के कारण होती हैं. सामान्य दोषियों में शामिल हैं: मशीन की गति और प्रिंट ट्रिगर के बीच खराब समय निर्धारण, सूखी हुई स्याही या घिसे हुए प्रिंट हेड, या गलत संरेखित प्रिंट रोलर्स. वातावरण में तापमान या धूल भी स्याही के अनुप्रयोग को प्रभावित कर सकती है. सर्वो सिस्टम में, प्रिंट एक्चुएटर और फिल्म मूवमेंट के बीच एक सिंक त्रुटि गलत प्रिंट का कारण बनती है. कुछ प्रिंटर रोलर पर एक अटैचमेंट का उपयोग करते हैं - यदि सुरक्षित नहीं है, यह फिसल जाता है.
- समाधान:
- प्रिंटर बनाए रखें: प्रिंट हेड साफ़ करें (या थर्मल प्रिंटर के लिए डॉक्टर ब्लेड) दैनिक. स्याही रिबन या बोतलें कम होने पर बदलें. रखरखाव अंतराल पर ओईएम मार्गदर्शन का पालन करें.
- सेंसर की जाँच करें: सुनिश्चित करें कि प्रिंटिंग को ट्रिगर करने वाला स्टार्ट-ऑफ़-लाइन सेंसर या एनकोडर कैलिब्रेट किया गया है. उदाहरण के लिए, यदि प्रत्येक 5वें छाले पर एक बैच कोड दिखाई देना चाहिए, सत्यापित करें कि मशीन फ़ॉइल पर सही निशान देखती है और सही समय पर ट्रिगर करती है.
- विज़न सत्यापन का उपयोग करें: एक सरल कदम स्कैनर या विज़न सिस्टम के माध्यम से कोडित पैक का एक नमूना चलाना है. इस तरह आप गुम/गलत कोड को तुरंत पकड़ लेते हैं.
- निवारक समायोजन: धूल भरे जीएमपी कमरों में, प्रिंटर कैबिनेट को बंद रखें. कुछ लाइनों में छपाई से ठीक पहले बिखरी हुई फिल्म की धूल को हटाने के लिए ब्लो-ऑफ़ या वाइप जोड़ा जाता है.
*टिप्पणी: जबकि हमेशा यांत्रिक नहीं, अनुपालन के लिए कोडिंग विश्वसनीयता महत्वपूर्ण है. जिनलू ब्लिस्टर मशीनें मानक कोडिंग उपकरणों का समर्थन करती हैं और लाइन पर दृष्टि जांच के आसान एकीकरण की अनुमति देती हैं.
संकट 9: छिद्रण और काटने के दोष
- लक्षण: अंतिम ब्लिस्टर कार्ड के किनारे खुरदरे होते हैं, अपूर्ण कटौती, या प्लास्टिक पर भड़की हुई गड़गड़ाहट. कुछ छिद्रों को केवल आंशिक रूप से ही छिद्रित किया जा सकता है, कार्ड फाड़ना. इसके कारण कार्ड दृश्य निरीक्षण में विफल हो जाते हैं या विभाजित हो जाते हैं.
- कारण: पंचिंग मॉड्यूल तेज और अच्छी तरह से संरेखित होने चाहिए. कुंद या घिसे हुए पंच ब्लेड/डाई पूरी तरह से नहीं कटेंगे, जिससे गड़गड़ाहट या अधूरा रिक्त स्थान हो जाता है. यदि डाई क्लीयरेंस (पंच और पासे के बीच का अंतर) विशिष्टता से बाहर है, पट्टी साफ-साफ अलग नहीं होगी. अधिक समय तक, पंच/स्ट्रिपर स्प्रिंग्स तनाव कम करते हैं, जिससे अपशिष्ट पट्टी चिपक जाती है और फट जाती है. यदि मशीन का फ्रेम या बोल्ट ढीला हो जाए तो डाई ब्लॉक भी खिसक सकते हैं.
- समाधान:
- घिसे हुए टूलींग को बदलें: हर कुछ सौ घंटों में ब्लेड के किनारों की जाँच करें. तेज़ धारें महत्वपूर्ण हैं. यदि आपको कोई गोल कोने या चिप्स दिखाई देते हैं, उपकरण को फिर से तेज करें या बदलें.
- क्लीयरेंस समायोजित करें: फीलर गेज के साथ पंच-टू-डाई अंतर को मापें. अधिकांश ब्लिस्टर सेटअप के लिए, क्लीयरेंस लगभग 0.1-0.2 मिमी है. यदि घूंसे छूट रहे हों तो संकीर्ण करें; यदि बहुत तंग हो तो चौड़ा करें. समायोजन के बाद, जब तक अपशिष्ट पट्टी साफ़ होकर गिर न जाए तब तक परीक्षण चलाएँ.
- स्ट्रिपर भागों का रखरखाव करें: स्ट्रिपर प्लेट स्प्रिंग्स को निर्धारित समय पर बदलें (उदाहरण के लिए:. प्रत्येक 1000h) यह सुनिश्चित करने के लिए कि अपशिष्ट पट्टी पूरी तरह से बाहर निकल गई है. जैसा कि चेतावनी दी गई है, पट्टी का बार-बार टूटना अक्सर खराब स्प्रिंग्स या डाई डेप्थ समस्याओं का संकेत देता है.
- साफ़ और संरेखित करें: पंचिंग स्टेशन को साफ रखें. धातु की छीलन या कठोर चिपकने वाला पदार्थ घूंसे को जाम कर सकता है. सत्यापित करें कि पंच हेड और डाई चौकोर हैं और पंच गुहा में केंद्रित है.
*जल्दी ठीक: यदि आप गड़गड़ाहट देखते हैं, तुरंत रुकें और डाई क्लीयरेंस का निरीक्षण करें. गड़गड़ाहट अक्सर 0.02-0.05 मिमी सहनशीलता हानि का संकेत देती है. क्लीयरेंस को ठीक करने से आमतौर पर गड़गड़ाहट ठीक हो जाती है.
संकट 10: बार-बार डाउनटाइम (रखरखाव और एकीकरण मुद्दे)
- लक्षण: ब्लिस्टर लाइन अलग-अलग कारणों से बार-बार बंद हो जाती है: अलार्म दिखाई देते हैं, सेंसर की खराबी, या "अज्ञात त्रुटि" संदेश. छोटे सुधार एक रुकावट को ठीक करते प्रतीत होते हैं, कुछ ही देर बाद दूसरा देखने को मिलेगा. कुल मिलाकर उपकरण अपटाइम कम है.
- कारण: क्रोनिक डाउनटाइम आमतौर पर एक रखरखाव या सिस्टम एकीकरण मुद्दा है. निर्धारित निवारक रखरखाव का अभाव (बजे) मामूली टूट-फूट को विफल बना देता है. सेंसर जैसे घटक, हीटर, बेल्ट, और हाइड्रोलिक्स नियमित जांच के बिना बह जाएगा. भी, जैसा कि एक विशेषज्ञ ने देखा, ऊपर 60% ब्लिस्टर लाइन का डाउनटाइम बहु-विक्रेता एकीकरण विफलताओं से आया - यानी।, मॉड्यूल के बीच असंगत संचार. यदि आपका छाला पूर्व है, फीडर, और पंच अलग पीएलसी के साथ अलग-अलग ब्रांड हैं, एक छोटा सा गलत-सिंक किया गया अलार्म कैस्केड हो सकता है.
- समाधान:
- निवारक रखरखाव कार्यक्रम: प्रतिदिन स्थापना करें, साप्ताहिक, और मासिक चेकलिस्ट (नीचे दी गई तालिका देखें). उदाहरण के लिए, स्वच्छ सीलिंग प्रतिदिन मरती है, साप्ताहिक रूप से तापमान का अंशांकन करें, टूलींग का मासिक निरीक्षण करें. हर चेक को रिकॉर्ड करें. प्रत्येक सीलिंग सतहों को साफ करने का सुझाव देता है 250 घंटे और हर घंटे पूर्ण निदान कर रहे हैं 500 घंटे. उपकरण मैनुअल और जीएमपी रखरखाव कार्यक्रम का पालन करें.
- ऑपरेटर प्रशिक्षण: सुनिश्चित करें कि ऑपरेटरों को पता हो कि छोटी-मोटी गड़बड़ियों को कैसे ठीक किया जाए और शुरुआती चेतावनी संकेतों का पता कैसे लगाया जाए (असामान्य शोर, स्क्रैप दर में उतार-चढ़ाव). उन्हें किसी भी अजीब अलार्म या छोटी समस्या को लॉग करने के लिए प्रोत्साहित करें.
- स्पेयर पार्ट्स रणनीति: महत्वपूर्ण पुर्जे रखें (सेंसर, स्प्रिंग्स, बेल्ट, मर जाता है) मरम्मत के समय को कम करने के लिए साइट पर. बहु-विक्रेता लाइनों के लिए, पीएलसी हैंडशेक समस्याओं से बचने के लिए एकल-स्रोत समाधान पर जाने पर विचार करें.
- लाइन उन्नयन: यदि संचार दोष बार-बार आते हैं, एक में निवेश करें एकीकृत ब्लिस्टर लाइन (जिनलू की लाइनें एकीकृत पीएलसी नियंत्रण के साथ डिजाइन की गई हैं) प्रोटोकॉल बेमेल को दूर करने के लिए.
*महत्वपूर्ण: अनियोजित डाउनटाइम सबसे महंगा है. एक मान्य लाइन पर, अप्रत्याशित रोक का अर्थ पुन: योग्यता हो सकता है. एक प्रलेखित रखरखाव अनुसूची का पालन करके (यहां तक कि तापमान और छिलका परीक्षण के सरल दैनिक लॉग भी), कई आकस्मिक रुकावटों को रोका जा सकता है.
निवारक रखरखाव चेकलिस्ट
ब्लिस्टर मशीन की कई समस्याओं के लिए नियमित रखरखाव सबसे अच्छा "ठीक" है. एक चेकलिस्ट विकसित करें:
| आवृत्ति |
प्रमुख रखरखाव कार्य |
| दैनिक (बदलाव) |
– सांचों को पोंछकर साफ करें, सीलिंग मर जाती है, और फ़ीड ट्रे. – गतिशील भागों का निरीक्षण करें (बेल्ट, कैम) घिसाव या क्षति के लिए. – वैक्यूम सिस्टम फिल्टर और तेल की जाँच करें. <बीआर>- सत्यापित करें कि सुरक्षा गार्ड और सेंसर कार्यशील हैं. – बुनियादी कार्यों को सुनिश्चित करने के लिए एक त्वरित परीक्षण चक्र चलाएँ (रूप, खिलाना, मुहर) प्रचालन. |
| साप्ताहिक |
– हीटिंग प्लेट और टूलींग को अच्छी तरह साफ करें (दागदार फिल्में). – सभी बीयरिंगों को लुब्रिकेट करें, चेन, और निर्माता के निर्देशों के अनुसार स्लाइडवे. – तापमान और दबाव सेंसर को कैलिब्रेट करें; हीटर सेटपॉइंट सत्यापित करें. – विद्युत कनेक्शन की जाँच करें और किसी भी ढीले तार को कस लें. – पंच और डाई क्लीयरेंस का निरीक्षण करें; आवश्यकतानुसार तेज़ करना या समायोजित करना. |
| महीने के |
– गहराई से साफ़ करने वाली मशीन: कवर हटाएं और आंतरिक घटकों को साफ करें (गियर, मोटर्स). – घिसे हुए हिस्सों का निरीक्षण करें और उन्हें बदलें: उदा।, ओ-रिंग, बेल्ट, स्प्रिंग्स. – पूर्ण अंशांकन करें: फिल्म अग्रिम, फ़ीडर, मुद्रण. – सॉफ्टवेयर/फर्मवेयर अपडेट करें (यदि लागू हो). – आवर्ती समस्याओं के लिए अलार्म लॉग और रखरखाव लॉग की समीक्षा करें. – किसी भी नई प्रक्रिया पर कर्मचारियों को पुनः प्रशिक्षित करें. |
इन पीएम कार्यों का पालन करने से टूलींग का जीवन बढ़ जाएगा, मशीन मापदंडों को स्थिर करें, और समस्याएँ उत्पन्न होने से पहले ही उन्हें पकड़ लें. सभी जीएमपी-विनियमित फार्मा संयंत्रों को अनुपालन के लिए इन गतिविधियों को लॉग करना चाहिए.
एक विश्वसनीय फार्मास्युटिकल ब्लिस्टर मशीन चुनना
समस्याओं की रोकथाम सही उपकरण से शुरू होती है. ब्लिस्टर मशीनों का मूल्यांकन करते समय (नई लाइनों या रेट्रोफिट के लिए), उन सुविधाओं की तलाश करें जो विफलता मोड को कम करती हैं:
- जीएमपी डिज़ाइन: स्टेनलेस-स्टील निर्माण वाली मशीनें, आसानी से साफ होने वाली सतहें, और स्वच्छता कन्वेयर. कम दरारों का मतलब है कम संदूषण जमा होना (जो जाम या सील दोष का कारण बन सकता है).
- सर्वो और स्वचालन: सर्वो-संचालित इंडेक्सर्स और फीडर सटीक नियंत्रण प्रदान करते हैं. उदाहरण के लिए, जिनलू की डीपीपी श्रृंखला फॉर्मिंग को सिंक्रोनाइज़ करने के लिए सर्वो मोटर्स का उपयोग करती है, खिला, और कटिंग, मिसफ़ीड और पंजीकरण बहाव को कम करना.
- सटीक फीडिंग सिस्टम: बेहतर समायोजन और दृष्टि सेंसर के साथ अंतर्निर्मित कंपन या ब्रश फीडर भरने की स्थिरता बनाए रखने में मदद करते हैं.
- स्थिर सीलिंग प्रदर्शन: समान दबाव वाले हॉटप्लेट डिज़ाइन देखें. जिनलू मशीनों में मॉड्यूलर सीलर डाई और आसान पहुंच वाले सफाई बिंदु हैं, डाई रखरखाव को त्वरित बनाना.
- टूलींग गुणवत्ता: उच्च गुणवत्ता वाले एल्यूमीनियम मिश्र धातु मोल्ड (जैसे जिनलू का GCR-15 मोल्ड स्टील 5+ वर्ष जीवन) घिसाव का विरोध करें. यह भी सुनिश्चित करें कि टूलींग आसानी से बदली जा सके (जिनलू में 15 मिनट में मोल्ड बदलने की सुविधा है).
- सहायता & सेवा: वैश्विक समर्थन वाला आपूर्तिकर्ता चुनें. जिंलू दुनिया भर में ऑनसाइट सेवा और तेज स्पेयर पार्ट्स डिलीवरी प्रदान करता है, जो तब मायने रखता है जब डाउनटाइम जोखिम अधिक हो.
और ज़ाहिर सी बात है कि, सुनिश्चित करें कि किसी भी मशीन में महत्वपूर्ण मापदंडों के लिए अच्छा आंतरिक दस्तावेज और सेंसर फीडबैक हो (तापमान लॉग, तनाव मॉनिटर). उदाहरण के लिए, जिनलू का डीपीपी-180प्रो ब्लिस्टर मशीन (4,800/घंटा आउटपुट) और डीपीपी-270मैक्स (11,200/घंटा अलु-अलु/पीवीसी) फार्मा उपयोग के लिए बनाए गए हैं. इनमें आसान समायोजन और सीजीएमपी-संगत विद्युत घटक शामिल हैं.
[jl_youtube src=”HTTPS के://www.youtube.com/embed/k2K77Q6fHVo”]
निष्कर्ष & अगले कदम
अधिकांश ब्लिस्टर पैक लाइन विफलताएँ हैं पूर्वानुमेय और रोकथाम योग्य. चेतावनी के संकेतों पर ध्यान देकर - जैसे झुर्रियों से बढ़ता स्क्रैप या रेंगती हुई सील छीलने की शक्ति - रखरखाव टीमें शीघ्र कार्रवाई कर सकती हैं. तापमान को नियमित रूप से अंशांकित करना, तनाव, और हमारी चेकलिस्ट के अनुसार समय अचानक रुकने से बचाता है. और उच्च गुणवत्ता वाली ब्लिस्टर मशीन में निवेश करने से लाभ मिलता है: अच्छी तरह से डिज़ाइन किए गए उपकरण (जैसे कि जिनलू की सर्वो-संचालित डीपीपी श्रृंखला) स्वाभाविक रूप से कई समस्याएँ कम हो जाएंगी.
आपकी ब्लिस्टर मशीन सिरदर्द को हल करने के लिए तैयार है? जिनलू पैकेजिंग से बात करें विशेषज्ञ सलाह और विश्वसनीय उपकरण के लिए. हमारी टीम आपको ब्लिस्टर मशीन चुनने में मदद कर सकती है (अलु-पीवीसी या अलु-अलू) और अपनी उत्पादन आवश्यकताओं के अनुरूप एक रखरखाव योजना स्थापित करें. जिनलू पर जाएँ डीपीपी श्रृंखला ब्लिस्टर पैक मशीनें या कस्टम समाधान के लिए आज ही हमसे संपर्क करें.
फार्मास्युटिकल ब्लिस्टर मशीन की समस्याओं पर अक्सर पूछे जाने वाले प्रश्न
फार्मास्युटिकल उत्पादन में ब्लिस्टर मशीन की सबसे आम समस्याएं क्या हैं??
ब्लिस्टर मशीन की सबसे आम समस्याओं में कमजोर सीलिंग शामिल है, छाले बनने के दोष, खाली ब्लिस्टर जेब, टेबलेट फीडिंग त्रुटियाँ, पन्नी झुर्रियाँ, मिसलिग्न्मेंट, कोडिंग मुद्दे, काटने के दोष, और अप्रत्याशित मशीन डाउनटाइम. ये मुद्दे पैकेजिंग गुणवत्ता को प्रभावित कर सकते हैं, उत्पादन क्षमता, और विनियामक अनुपालन यदि शीघ्रता से संबोधित नहीं किया गया.
मेरी ब्लिस्टर मशीन ठीक से सील क्यों नहीं कर रही है??
खराब सीलिंग आमतौर पर गलत सीलिंग तापमान के कारण होती है, अपर्याप्त दबाव, घिसे-पिटे सीलिंग उपकरण, दूषित सीलिंग सतहें, या असंगत पैकेजिंग सामग्री. नियमित अंशांकन और नियमित रखरखाव लगातार सील गुणवत्ता सुनिश्चित करने में मदद कर सकता है.
ब्लिस्टर कैविटीज़ के असमान रूप से बनने का कारण क्या है??
असमान ब्लिस्टर कैविटी अक्सर गलत गठन वाले तापमान का परिणाम होती हैं, अपर्याप्त वैक्यूम या वायु दबाव, क्षतिग्रस्त साँचे, या असंगत फ़िल्म गुणवत्ता. कैविटी की स्थिरता बनाए रखने के लिए उचित प्रक्रिया सत्यापन और टूलींग निरीक्षण आवश्यक है.
मैं पैकेजिंग के दौरान खाली ब्लिस्टर जेबों को कैसे रोक सकता हूँ??
खाली ब्लिस्टर पॉकेट आमतौर पर फीडिंग सिंक्रोनाइज़ेशन समस्याओं के कारण होते हैं, उत्पाद उछाल, घिसे-पिटे भोजन घटक, या सेंसर विफलता. नियमित फीडर अंशांकन, दृष्टि निरीक्षण प्रणाली, और उचित मशीन सेटअप खाली-पॉकेट दोषों को काफी हद तक कम कर सकता है.
ब्लिस्टर पैकेजिंग के दौरान एल्युमीनियम फ़ॉइल में झुर्रियाँ क्यों पड़ जाती हैं??
फ़ॉइल पर झुर्रियाँ आमतौर पर अनुचित वेब तनाव के कारण होती हैं, गलत संरेखित रोलर्स, असमान सीलिंग दबाव, या खराब सामग्री प्रबंधन. फ़ॉइल तनाव को समायोजित करने और उचित मशीन संरेखण सुनिश्चित करने से झुर्रियों को खत्म करने और पैकेज की उपस्थिति में सुधार करने में मदद मिल सकती है.
ब्लिस्टर पैकेजिंग मशीन फीडिंग समस्या के लक्षण क्या हैं??
सामान्य लक्षणों में गोलियाँ गायब होना शामिल है, दोहरा भोजन, टूटे हुए कैप्सूल, उत्पाद जाम, और ब्लिस्टर कैविटी के भीतर उत्पादों को गलत तरीके से रखा गया है. ये समस्याएँ अक्सर फीडर समायोजन समस्याओं या सिंक्रनाइज़ेशन त्रुटियों का संकेत देती हैं.
फार्मास्युटिकल ब्लिस्टर मशीन का रखरखाव कितनी बार किया जाना चाहिए??
अधिकांश निर्माता दैनिक सफाई और निरीक्षण की सलाह देते हैं, साप्ताहिक स्नेहन और संरेखण जाँच, और मोल्ड जैसे महत्वपूर्ण घटकों के लिए मासिक निवारक रखरखाव, सेंसर, सीलिंग स्टेशन, और ड्राइव सिस्टम. एक निवारक रखरखाव कार्यक्रम अप्रत्याशित डाउनटाइम को कम करने और मशीन के जीवनकाल को बढ़ाने में मदद करता है.
ब्लिस्टर पैक कटिंग और पंचिंग दोषों का क्या कारण है??
घिसे हुए घूंसे के कारण काटने में खराबी हो सकती है, गलत तरीके से काटने से मर जाता है, ग़लत काटने का दबाव, या गठित छाले और ढक्कन वाली पन्नी के बीच खराब पंजीकरण. साफ कटौती बनाए रखने के लिए नियमित टूलींग निरीक्षण और संरेखण सत्यापन महत्वपूर्ण हैं.
क्या ब्लिस्टर मशीन की समस्याएँ जीएमपी अनुपालन को प्रभावित कर सकती हैं??
हाँ. सील विफलता जैसे पैकेजिंग दोष, खाली गुहाएँ, ग़लत कोडिंग, या क्षतिग्रस्त ब्लिस्टर पैक से उत्पाद की गुणवत्ता संबंधी समस्याएं और संभावित जीएमपी गैर-अनुपालन हो सकता है. फार्मास्युटिकल निर्माताओं के लिए मान्य प्रक्रियाओं को बनाए रखना और नियमित निरीक्षण करना महत्वपूर्ण है.
मैं फार्मास्युटिकल ब्लिस्टर पैकेजिंग मशीन पर डाउनटाइम कैसे कम करूं??
सबसे अच्छा तरीका निवारक रखरखाव है. इसमें ऑपरेटर प्रशिक्षण शामिल है, नियमित उपकरण निरीक्षण, घिसे हुए हिस्सों का समय पर प्रतिस्थापन, प्रक्रिया की निगरानी, और महत्वपूर्ण स्पेयर पार्ट्स की एक सूची बनाए रखना. छोटे मुद्दों की शीघ्र पहचान करने से उत्पादन में बड़ी रुकावटों को रोका जा सकता है.
संदर्भ:
1.प्रश्न 9(आर 1) गुणवत्ता जोखिम प्रबंधन -- हम. खाद्य एवं औषधि प्रशासन
2.ब्लिस्टर पैकेजिंग नवाचार —— pharmatech.com
3.प्रौद्योगिकी सिंहावलोकन: टेस्ट ब्लिस्टर पैकेजिंग को कैसे लीक करें ——pharmaceuticalonline.com
4.टेबलेट के रूप में दवाओं के लिए फफोले की स्थिरता —— साइंसडायरेक्ट
5.फार्मास्युटिकल ब्लिस्टर पैक के लिए रिसाव का पता लगाने के तरीके ——pharmaceutical-technology.com
6.फार्मास्युटिकल पैकेजिंग में सामान्य ब्लिस्टर दोष —— pharmatimesofficial.com
7.फार्मास्युटिकल ब्लिस्टर पैकेज प्रकारों की एक श्रृंखला में सत्यनिष्ठा उल्लंघनों का पता लगाना ——pharmaceuticalonline.com




