The creation of solid dosage forms stands as a cornerstone of the pharmaceutical industry, with tablets representing the dominant format, controlling over 50% of the global pharmaceutical production market. The preference for tablets is dictated by several critical factors: inherent chemical stability, the capability for highly accurate dosage, user-friendliness for oral consumption, and efficiency in large-scale packaging operations.
با این حال, the process of tablet manufacturing is far from simple; it is an elaborate procedure that demands meticulous control and high-precision engineering. The transformation of raw ingredients into a finished medicinal product necessitates the maintenance of consistent high standards, enhanced quality control capabilities, and precisely defined methodologies at every step. This definitive guide analyzes the scientific principles and advanced machinery, such as the crucial rotary tablet compression machine, required to achieve pharmaceutical excellence in تولید تبلت.

Achieving commercial viability in pharmaceutical production is fundamentally dependent upon rigorous regulatory compliance. Good Manufacturing Practices (GMP, often referred to as cGMP or Current GMP) are the essential aspect of quality assurance designed to ensure medicinal products are consistently produced and controlled to meet the quality standards appropriate for their intended use.
International standards, such as those promulgated by the World Health Organization (سازمان بهداشت جهانی) and guidelines like the US FDA’s Current Good Manufacturing Practice (CGMP) regulations (detailed extensively in 21 قسمت CFR 210 و 211), set the minimum requirements for the facilities, روش ها, and controls used in processing, تولید, and packing drug products. This framework dictates that every element of the process—from the selection of raw materials to the functionality of the tablet manufacturing machine—must be clearly defined, validated, and documented. از این رو, strict adherence to GMP is not merely a legal requirement but the prerequisite technical foundation that establishes the authority and trustworthiness of any pharmaceutical manufacturer.
The journey of tablet production begins not on the factory floor, but in the laboratory with formulation development. This initial stage demands a strategic combination of pharmaceutical expertise and analytical planning.
Formulation development involves identifying and optimizing two main components: ماده فعال دارویی (API) and the excipients. API selection requires critical considerations regarding solubility and particle size, which directly affect bioavailability. تحریک کننده, while inactive, are vital ingredients added to aid in structure, ثبات, and manufacturability. They can serve various purposes, such as binding the tablet together, enhancing dissolution, or—critically for high-speed production—improving powder flow. رقص سر خوردن, به عنوان مثال, are specifically added to reduce friction between particles, thereby helping the powder move smoothly through the high-speed machinery and improving overall production efficiency.
The intrinsic physicochemical properties of the API and its excipients—including density, hygroscopicity, and flowability—impose profound constraints on the rest of the tablet making process. The choice of the entire production line (به عنوان مثال, whether to use complex granulation or simple direct compression) is dictated by these initial formulation decisions. به عنوان مثال, achieving the necessary consistency of dosage units (یکنواختی واحدهای دوز, per USP ) requires consistent die filling. If a poorly flowing API is chosen, the manufacturer is immediately constrained to adopt the more expensive and complex multi-step granulation process to engineer the required flow properties. بنابراین, the quality and flow characteristics of the initial blend predetermine the necessary equipment and overall process complexity.

The selection among the three principal tablet manufacturing routes is based primarily on the API’s sensitivity to moisture and heat, and its native flow characteristics.
Direct compression is recognized as the shortest, least complex, and most cost-effective approach to tablet production. It involves blending the API and excipients and then feeding the powder mixture directly into the پرس تبلت. This method minimizes the number of unit operations, reducing manufacturing time and costs. با این حال, it is only viable for formulations where the API exhibits excellent inherent flowability and high compressibility, alongside stability in the ambient conditions of the press.
When powders exhibit poor flow or low bulk density, granulation is required to convert fine powders into larger, more uniform granules with better flow and compression characteristics. Wet granulation is the most widespread technique. It involves particle enlargement using a liquid binder or solvent to facilitate adhesion, forming a wet mass, which is then dried and screened. This method significantly improves flowability and ensures content uniformity but requires multiple complex unit processes (wet massing, خشک شدن, and screening) that are time-consuming, expensive, and require specialized equipment such as High-Shear Mixers and Fluid Bed Systems.
Dry granulation is employed when the API is sensitive (labile) to moisture or elevated temperatures, rendering wet granulation unsuitable. In this solvent-free process, agglomeration is achieved solely through mechanical compression, typically using a Roller Compactor to create dense compacts (slugs or ribbons), which are subsequently milled into granules before the final compression stage. Compared to wet granulation, dry granulation offers a shorter, more cost-effective process as it eliminates the need for a drying step.
جدول 1: Scientific Comparison of Major Tablet Manufacturing Routes
| Manufacturing Route | Basic Mechanism | Ideal API Characteristics | Key Equipment Requirement | Primary Advantage |
| فشرده سازی مستقیم (DC) | Simple blending and compaction | Excellent flow, non-hygroscopic, high compactibility | High-Speed Blender, Rotary Tablet Compression Machine | Shortest process, کمترین هزینه |
| Wet Granulation (WG) | Agglomeration using liquid binder, خشک شدن | Poor flow, low bulk density, moisture-stable | میکسر با برش بالا, Fluid Bed Dryer/Granulator | Improved flow, superior content uniformity |
| دانه بندی خشک (DG) | Agglomeration via mechanical pressure | Moisture/heat sensitive, poor flow | Roller Compactor, Hammer Mill, Rotary Tablet Compression Machine | Eliminates drying step, solvent-free operation |

The compression stage, where the powder or granules are transformed into the final solid dosage form, is arguably the most critical step in tablet making. This process is dominated by high-speed, multi-station machinery, primarily the rotary tablet compression machine.
The rotary tablet compression machine operates by continuously rotating a component known as the turret. The turret is a rotating platform that houses multiple sets of dies and upper and lower punches, arranged radially around the central axis. This structure is essential for synchronizing the four critical operations—filling, تراکم, and ejection—at rapid speeds. The precise alignment of the turret is directly related to the consistency of the compression force applied to the tablets, which is vital for maintaining uniformity and quality.
The four operational stages within the tablet manufacturing machine are:
The physical properties of the final tablet—including its hardness, density, tensile strength, and disintegration time—are acutely sensitive to the controlled parameters of the compression machine. Key controllable parameters include:
A crucial engineering challenge in modern, high-speed tablet production involves balancing speed and structural integrity. A faster turret speed naturally increases production output, but it simultaneously reduces the available dwell time. A shortened dwell time can hinder sufficient inter-particle bonding and increase the risk of air entrapment, leading to structural failures. To overcome this fundamental limitation, advanced rotary tablet compression machines often utilize a two-stage compression approach: a low-force pre-compression stage is performed first to remove entrapped air and enhance particle consolidation, followed by the high-force main compression. This mechanical solution allows for high throughput while maintaining the high-hardness molding required for product durability.
جدول 2: Influence of Rotary Tablet Compression Parameters on Final Product Quality
| Parameter | Technical Definition & کنترل کنید | Impact on Tablet Quality | Troubleshooting Relation |
| نیروی فشرده سازی | Pressure exerted by punches (خندق) | سختی, Density, Disintegration Time | Excessive force can cause Capping (delamination); Insufficient force yields soft tablets |
| Die Fill Volume | Depth of powder in the die bore | Determines Tablet Weight (دوز) and Content Uniformity | Directly controlled by dosing position; Key source of weight variation |
| Dwell Time | Duration under pressure | Inter-particle bonding, Compactibility, Elastic Recovery | Short time (high speed) increases risk of Capping/Lamination due to air entrapment |
| Turret Speed | Rotation rate of the Rotary Tablet Compression Machine | Production output; inversely correlated with quality at high speeds | Must be balanced with powder flow; high speed compromises filling efficiency |

کنترل کیفیت (QC) acts as the essential safety net in tablet manufacturing, ensuring that the final dosage form rigorously adheres to safety, اثر, and specification standards.
In-process checks are mandated by GMP protocols to ensure consistent quality throughout the manufacturing run.
Content Uniformity and Weight Variation: Content uniformity is paramount, guaranteeing that each tablet contains the correct quantity of API. This consistency is initially verified through individual tablet weight testing, especially for uncoated or film-coated products. Weight deviation is frequently traced back to inconsistent die filling resulting from poor powder flow characteristics.
Mechanical Integrity Tests: These tests ensure the tablet can withstand the stresses of subsequent handling, بسته بندی, and distribution. They include testing for Hardness (resistance to crushing), Friability (resistance to abrasion), Disintegration time (how quickly the tablet breaks down in biological fluids), and Dissolution testing (the rate at which the drug releases from the tablet).
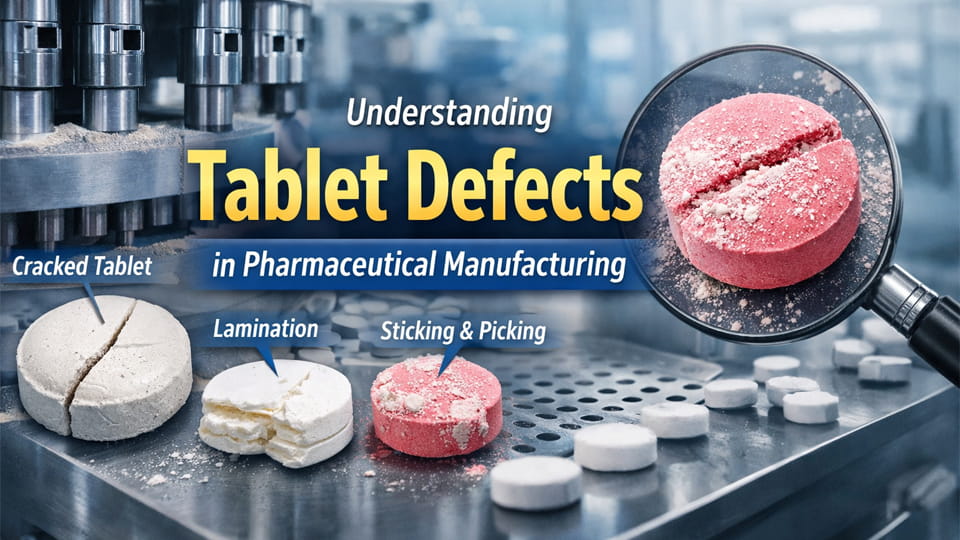
Compression defects indicate a failure in the machine-formulation interface, demanding prompt investigation and correction.
درپوش و لمینیت: Capping is the separation of the top or bottom segment of the tablet, while lamination is splitting into two or more layers. Both are structural failures primarily caused by excessive air entrapment during compression or insufficient bonding. Remedial actions often involve decreasing the compression speed, introducing a pre-compression step to allow air escape, or ensuring punch penetration is optimized.
چسبیدن و چیدن: These defects occur when the formulation material adheres to the face of the punch or die wall, compromising visual quality and accuracy. Solutions include increasing compression pressure, utilizing extended dwelling time via pre-compression, and refining the tooling design. بعلاوه, avoiding over-blending of lubricants (such as Magnesium Stearate) is crucial, as over-lubrication can negate their benefit and worsen sticking.
Coating is a specialized finishing step performed using a dedicated دستگاه پوشش. It provides significant functional benefits beyond simple aesthetics. Coatings can mask unpleasant tastes, protect the API from environmental factors (رطوبت, سبک), and critically, control the drug release profile. Three main functional types include پوشش فیلم (standard protection), پوشش روده (protects the drug from stomach acid for release in the intestine), و Sustained-release coating (designed to control pharmacokinetic properties over time). The process requires precise control over solution mixing, spraying, خشک شدن, و بازرسی.

Packaging serves as the first line of defense, ensuring the chemical stability and efficacy of the tablet until it reaches the patient. Strip packing و بسته بندی تاول are common methods. Strip packaging machines specialize in sealing individual tablets between two protective foil layers, typically aluminum or composite film. The machine uses precisely regulated heat and pressure to create an airtight, tamper-proof seal for each tablet, significantly protecting product integrity and extending shelf life by preventing moisture ingress and contamination. Regulatory compliance in packaging is strict, with requirements concerning container-closure system performance and labeling rules (به عنوان مثال, 21 CFR 201.10), which mandate clear identification of the proprietary name, قدرت, تاریخ انقضا, and lot number.
The pharmaceutical industry is actively transitioning toward advanced methodologies that promise greater efficiency and enhanced quality control, fundamentally altering the future of tablet production.
Continuous Manufacturing represents a fundamental departure from traditional batch processing. In a CM system, unit operations are integrated such that raw material continuously enters the system and finished product continuously leaves. This integration demands advanced tablet manufacturing machines capable of sustained, seamless operation. The core benefit of CM is unparalleled quality oversight. Real-time monitoring and control mechanisms allow deviations to be identified and proactively corrected, ensuring consistent product quality and dramatically minimizing batch-to-batch variability.
Central to CM is the utilization of Process Analytical Technology (PAT), which involves integrating analytical tools and sensors directly into the manufacturing process for real-time monitoring and control. This shift moves quality assurance from relying on time-consuming final product testing (sampling) to continuous, in-process control.
Automation and Artificial Intelligence (هوش مصنوعی) are essential enablers of this sophisticated environment. AI algorithms are increasingly deployed for predictive maintenance, allowing the identification of potential equipment failure points—such as turret wear on a rotary tablet compression machine—before they cause unexpected downtime or operational drift. In a GMP context, the prevention of unexpected mechanical failures is not just a cost-saving measure; it is a critical quality mechanism. Mechanical drift or sudden failure can result in inconsistent compression force or weight variations, potentially leading to the production of non-compliant batches that must be investigated and possibly rejected. By using AI to predict and preempt equipment issues, the manufacturer secures process stability, minimizes production risk, and maintains regulatory compliance. AI also contributes to optimizing drug models and refining process parameters in real-time.
The complexity of modern tablet manufacturing necessitates a unified approach where precise formulation science converges with high-precision engineering. Success in tablet production requires carefully managing inherent material constraints (like flowability and sensitivity) by selecting the appropriate manufacturing route and, بسیار مهم است, deploying robust and sophisticated tablet manufacturing machines. The modern rotary tablet compression machine, integrated with advanced control systems and capable of two-stage compression, is the defining technology that ensures critical quality parameters—including tablet weight, سختی, and content uniformity—are maintained at high throughputs.
As the industry moves towards Continuous Manufacturing and leverages AI-driven process optimization, the need for validated, high-quality ماشین آلات دارویی capable of real-time data acquisition and strict GMP adherence will only intensify. Achieving guaranteed pharmaceutical excellence depends on strategic investment in machinery designed for stringent control, اعتبار سنجی, و اتوماسیون پیشرفته.
Excipients are inactive ingredients intentionally added to the tablet formulation. They are essential for providing structure, ensuring stability, aiding in dissolution, و, critically, improving the flow properties and compressibility of the powder mixture, which is vital for high-speed manufacturing.
Glidants are a specific type of excipient added to improve the flow of the powder blend. They function by reducing friction between individual particles, ensuring the powder moves smoothly and consistently into the dies of the rotary tablet compression machine, thus maximizing production efficiency and uniformity.
The three primary routes used in pharmaceutical tablet manufacturing are: فشرده سازی مستقیم (DC), Wet Granulation (WG), and Dry Granulation (DG). The choice is dictated by the Active Pharmaceutical Ingredient’s (API) جریان پذیری, ثبات, and sensitivity to moisture and heat.
Direct Compression is generally preferred because it is the shortest, least complex, and most cost-effective method. It reduces the number of unit operations (eliminating wet massing, خشک شدن, و غیره), minimizing manufacturing time and cost. با این حال, it requires the API and excipients to have inherently excellent flowability and compressibility.
The rotary tablet compression machine is the central piece of equipment that transforms powder or granules into the final solid dosage form. It operates by continuously rotating a turret that houses multiple sets of dies and punches, synchronously performing the feeding, پر کردن, تراکم, and ejection stages at high speed to ensure high throughput.
The final tablet weight (and therefore the precise dosage) is directly controlled by the Die Fill Volume. This volume is established by the dosing position of the lower punch inside the die bore. Consistent control over die filling is crucial for achieving Content Uniformity standards.
Compression force is the mechanical pressure exerted by the upper and lower punches onto the powder bed within the die. It is a critical parameter that determines the tablet’s final mechanical properties, including its hardness, density, and tensile strength, which ensures the tablet can survive subsequent handling and packaging.
دربندی (separation of the top or bottom segment) and Lamination (splitting into multiple layers) are structural failures primarily caused by excessive air entrapment within the powder or insufficient bonding between particles during the compression phase, often exacerbated by high press speeds and short dwell times.
چسبیدن و چیدن (material adhering to the punch faces) can be mitigated by several process adjustments: increasing compression force, utilizing a pre-compression step to increase dwelling time, refining the tooling design (به عنوان مثال, larger break radii on punch faces), and ensuring the lubricant is properly mixed into the formulation.
Good Manufacturing Practices (GMP) represent the essential quality assurance framework mandated by regulatory bodies like the FDA and WHO. Its core purpose is to ensure that medicinal products are consistently manufactured, processed, and packed according to quality standards appropriate for their intended use, covering minimum requirements for facilities, تجهیزات, and controls.