يعد إنشاء أشكال جرعات صلبة بمثابة حجر الزاوية في صناعة الأدوية, مع الأجهزة اللوحية التي تمثل التنسيق السائد, السيطرة على 50% السوق العالمية لإنتاج الأدوية. يتم تحديد تفضيل الأجهزة اللوحية من خلال عدة عوامل حاسمة: الاستقرار الكيميائي المتأصل, القدرة على جرعة دقيقة للغاية, سهولة الاستخدام للاستهلاك عن طريق الفم, والكفاءة في عمليات التعبئة والتغليف واسعة النطاق.
لكن, عملية تصنيع الأجهزة اللوحية أبعد ما تكون عن البساطة; إنه إجراء متقن يتطلب تحكمًا دقيقًا وهندسة عالية الدقة. يتطلب تحويل المكونات الخام إلى منتج طبي نهائي الحفاظ على معايير عالية متسقة, تعزيز قدرات مراقبة الجودة, ومنهجيات محددة بدقة في كل خطوة. يحلل هذا الدليل النهائي المبادئ العلمية والآلات المتقدمة, مثل الحاسمة آلة ضغط الأقراص الدوارة, المطلوبة لتحقيق التميز الصيدلاني في تصنيع التابلت.

يعتمد تحقيق الجدوى التجارية في إنتاج الأدوية بشكل أساسي على الامتثال التنظيمي الصارم. ممارسات التصنيع الجيدة (GMP, يشار إليه غالبًا باسم cGMP أو Current GMP) هي الجانب الأساسي لضمان الجودة المصمم لضمان إنتاج المنتجات الطبية ومراقبتها باستمرار لتلبية معايير الجودة المناسبة للاستخدام المقصود منها.
المعايير الدولية, مثل تلك التي أصدرتها منظمة الصحة العالمية (من) والمبادئ التوجيهية مثل ممارسات التصنيع الجيدة الحالية لإدارة الغذاء والدواء الأمريكية (CGMP) أنظمة (مفصلة على نطاق واسع في 21 جزء CFR 210 و 211), تحديد الحد الأدنى من متطلبات المرافق, طُرق, والضوابط المستخدمة في المعالجة, تصنيع, وتعبئة المنتجات الدوائية. يفرض هذا الإطار أن كل عنصر من عناصر العملية - بدءًا من اختيار المواد الخام وحتى وظيفة المنتج ماكينة تصنيع التابلت– يجب أن تكون محددة بوضوح, تم التحقق من صحتها, وموثقة. لذلك, إن الالتزام الصارم بممارسات التصنيع الجيدة (GMP) ليس مجرد مطلب قانوني ولكنه الأساس الفني الأساسي الذي يحدد سلطة وجدارة أي مصنع للأدوية.
رحلة إنتاج الأجهزة اللوحية لا تبدأ على أرض المصنع, ولكن في المختبر مع تطوير التركيبة. تتطلب هذه المرحلة الأولية مزيجًا استراتيجيًا من الخبرة الصيدلانية والتخطيط التحليلي.
يتضمن تطوير الصيغة تحديد وتحسين عنصرين رئيسيين: العنصر الصيدلاني الفعال (واجهة برمجة التطبيقات) والسواغات. يتطلب اختيار API اعتبارات حاسمة فيما يتعلق بالذوبان وحجم الجسيمات, والتي تؤثر بشكل مباشر على التوافر البيولوجي. سواغ, بينما غير نشط, هي مكونات حيوية تضاف للمساعدة في البنية, استقرار, وقابلية التصنيع. يمكن أن تخدم أغراض مختلفة, مثل ربط الجهاز اللوحي معًا, تعزيز الذوبان, أو - وهو أمر بالغ الأهمية للإنتاج عالي السرعة - تحسين تدفق المسحوق. رقصة مزلقة, على سبيل المثال, يتم إضافتها خصيصًا لتقليل الاحتكاك بين الجزيئات, وبالتالي مساعدة المسحوق على التحرك بسلاسة عبر الماكينات عالية السرعة وتحسين كفاءة الإنتاج الإجمالية.
الخصائص الفيزيائية والكيميائية الجوهرية لـ API وسواغاته - بما في ذلك الكثافة, استرطابية, وقابلية التدفق - تفرض قيودًا عميقة على بقية عملية صنع الأجهزة اللوحية. اختيار خط الإنتاج بأكمله (على سبيل المثال, سواء لاستخدام التحبيب المعقد أو الضغط المباشر البسيط) تمليها قرارات الصياغة الأولية هذه. على سبيل المثال, تحقيق الاتساق اللازم لوحدات الجرعة (توحيد وحدات الجرعة, لكل USP ) يتطلب ملء القالب بشكل ثابت. إذا تم اختيار واجهة برمجة التطبيقات (API) ذات التدفق السيئ, الشركة المصنعة مقيدة على الفور باعتماد عملية التحبيب متعددة الخطوات الأكثر تكلفة وتعقيدًا لتصميم خصائص التدفق المطلوبة. هكذا, تحدد خصائص الجودة والتدفق للمزيج الأولي مسبقًا المعدات اللازمة وتعقيد العملية بشكل عام.

الاختيار بين الطرق الثلاثة الرئيسية لتصنيع الأجهزة اللوحية يعتمد بشكل أساسي على حساسية API للرطوبة والحرارة, وخصائص التدفق الأصلي.
يتم التعرف على الضغط المباشر باعتباره الأقصر, الأقل تعقيدا, والنهج الأكثر فعالية من حيث التكلفة لإنتاج الأجهزة اللوحية. إنه يتضمن مزج API والسواغات ثم تغذية خليط المسحوق مباشرة في مكبس الجهاز اللوحي. تعمل هذه الطريقة على تقليل عدد عمليات الوحدة, تقليل وقت التصنيع والتكاليف. لكن, إنه قابل للتطبيق فقط للتركيبات التي يُظهر فيها API قابلية تدفق متأصلة ممتازة وقابلية ضغط عالية, إلى جانب استقرار الظروف المحيطة بالصحافة.
عندما تظهر المساحيق تدفقًا ضعيفًا أو كثافة ظاهرية منخفضة, التحبيب مطلوب لتحويل المساحيق الناعمة إلى أكبر, حبيبات أكثر تجانسًا مع خصائص تدفق وضغط أفضل. التحبيب الرطب هو الأسلوب الأكثر انتشارًا. أنها تنطوي على توسيع الجسيمات باستخدام مادة رابطة سائلة أو مذيب لتسهيل الالتصاق, تشكيل كتلة رطبة, والتي يتم بعد ذلك تجفيفها وفحصها. تعمل هذه الطريقة على تحسين قابلية التدفق بشكل كبير وتضمن توحيد المحتوى ولكنها تتطلب عمليات وحدة معقدة متعددة (الكتلة الرطبة, تجفيف, والفحص) التي تستغرق وقتًا طويلاً, غالي, وتتطلب معدات متخصصة مثل الخلاطات عالية القص وأنظمة قاع السوائل.
يتم استخدام التحبيب الجاف عندما يكون API حساسًا (قابل للتغيير) للرطوبة أو درجات الحرارة المرتفعة, جعل التحبيب الرطب غير مناسب. في هذه العملية الخالية من المذيبات, يتم تحقيق التكتل فقط من خلال الضغط الميكانيكي, عادةً ما يتم استخدام ضاغط الأسطوانة لإنشاء ضغطات كثيفة (الرخويات أو شرائط), والتي يتم طحنها لاحقًا إلى حبيبات قبل مرحلة الضغط النهائية. بالمقارنة مع التحبيب الرطب, التحبيب الجاف يقدم أقصر, عملية أكثر فعالية من حيث التكلفة لأنها تلغي الحاجة إلى خطوة التجفيف.
طاولة 1: المقارنة العلمية لطرق تصنيع الأجهزة اللوحية الرئيسية
| طريق التصنيع | الآلية الأساسية | خصائص واجهة برمجة التطبيقات المثالية | متطلبات المعدات الرئيسية | الميزة الأساسية |
| الضغط المباشر (العاصمة) | مزج وضغط بسيط | تدفق ممتاز, غير استرطابي, قابلية عالية للضغط | خلاط عالي السرعة, آلة ضغط الأقراص الدوارة | أقصر عملية, بأقل تكلفة |
| التحبيب الرطب (مجموعة العمل) | التكتل باستخدام الموثق السائل, تجفيف | تدفق ضعيف, كثافة ظاهرية منخفضة, مستقر للرطوبة | خلاط عالي القص, مجفف/محبب سرير السوائل | تحسين التدفق, توحيد المحتوى الفائق |
| التحبيب الجاف (المدير العام) | التكتل عن طريق الضغط الميكانيكي | حساس للرطوبة/الحرارة, تدفق ضعيف | ضاغط الأسطوانة, مطحنة المطرقة, آلة ضغط الأقراص الدوارة | يلغي خطوة التجفيف, عملية خالية من المذيبات |

مرحلة الضغط, حيث يتم تحويل المسحوق أو الحبيبات إلى الشكل النهائي للجرعة الصلبة, يمكن القول إنها الخطوة الأكثر أهمية في صنع الأجهزة اللوحية. تهيمن السرعة العالية على هذه العملية, آلات متعددة المحطات, في المقام الأول آلة ضغط الأقراص الدوارة.
تعمل آلة ضغط الأقراص الدوارة عن طريق التدوير المستمر لمكون يعرف باسم البرج. البرج عبارة عن منصة دوارة تحتوي على مجموعات متعددة من القوالب واللكمات العلوية والسفلية, مرتبة شعاعيا حول المحور المركزي. يعد هذا الهيكل ضروريًا لمزامنة العمليات الأربع الحاسمة – التعبئة, ضغط, والقذف – بسرعات عالية. ترتبط المحاذاة الدقيقة للبرج بشكل مباشر باتساق قوة الضغط المطبقة على الأجهزة اللوحية, وهو أمر حيوي للحفاظ على التوحيد والجودة.
المراحل التشغيلية الأربع داخل آلة تصنيع الأجهزة اللوحية هي:
الخصائص الفيزيائية للقرص النهائي بما في ذلك صلابته, كثافة, قوة الشد, ووقت التفكك - حساسان للغاية للمعلمات التي يتم التحكم فيها لآلة الضغط. تشمل المعلمات الرئيسية التي يمكن التحكم فيها:
تحدي هندسي حاسم في العصر الحديث, يتضمن إنتاج الأجهزة اللوحية عالية السرعة تحقيق التوازن بين السرعة والسلامة الهيكلية. تعمل سرعة البرج الأسرع على زيادة إنتاج الإنتاج بشكل طبيعي, ولكنه في نفس الوقت يقلل من وقت المكوث المتاح. يمكن أن يؤدي قصر وقت المكوث إلى إعاقة الترابط الكافي بين الجسيمات وزيادة خطر انحباس الهواء, مما يؤدي إلى فشل هيكلي. للتغلب على هذا القيد الأساسي, غالبًا ما تستخدم آلات ضغط الأقراص الدوارة المتقدمة أسلوب الضغط على مرحلتين: يتم تنفيذ مرحلة ما قبل الضغط ذات القوة المنخفضة أولاً لإزالة الهواء المحبوس وتعزيز توحيد الجسيمات, يليه الضغط الرئيسي عالي القوة. يسمح هذا الحل الميكانيكي بإنتاجية عالية مع الحفاظ على القالب عالي الصلابة المطلوب لمتانة المنتج.
طاولة 2: تأثير معلمات ضغط الأقراص الدوارة على جودة المنتج النهائي
| المعلمة | التعريف الفني & يتحكم | التأثير على جودة الجهاز اللوحي | استكشاف أخطاء العلاقة وإصلاحها |
| قوة الضغط | الضغط الناتج عن اللكمات (كن) | صلابة, كثافة, زمن التفكك | القوة المفرطة يمكن أن تسبب السد (التصفيح); القوة غير الكافية تنتج أقراصًا ناعمة |
| حجم تعبئة القالب | عمق المسحوق في تجويف القالب | يحدد وزن الجهاز اللوحي (الجرعة) وتوحيد المحتوى | يتم التحكم فيها مباشرة عن طريق موضع الجرعات; المصدر الرئيسي لاختلاف الوزن |
| وقت السكن | المدة تحت الضغط | الترابط بين الجسيمات, الاكتناز, الانتعاش المرن | وقت قصير (سرعة عالية) يزيد من خطر السد/التصفيح بسبب انحباس الهواء |
| سرعة البرج | معدل الدوران آلة ضغط الأقراص الدوارة | مخرجات الإنتاج; يرتبط عكسيا مع الجودة عند السرعات العالية | يجب أن تكون متوازنة مع تدفق المسحوق; السرعة العالية تقلل من كفاءة التعبئة |

ضبط الجودة (مراقبة الجودة) بمثابة شبكة الأمان الأساسية في تصنيع الأجهزة اللوحية, التأكد من أن شكل الجرعة النهائي يلتزم بشكل صارم بالسلامة, فعالية, ومعايير المواصفات.
يتم إجراء عمليات الفحص أثناء العملية بواسطة بروتوكولات GMP لضمان الجودة المتسقة طوال عملية التصنيع.
توحيد المحتوى وتباين الوزن: توحيد المحتوى أمر بالغ الأهمية, ضمان أن كل قرص يحتوي على الكمية الصحيحة من API. يتم التحقق من هذا الاتساق في البداية من خلال اختبار وزن الجهاز اللوحي الفردي, خاصة بالنسبة للمنتجات غير المطلية أو المغلفة بالفيلم. غالبًا ما يُعزى انحراف الوزن إلى عدم تناسق تعبئة القالب الناتج عن ضعف خصائص تدفق المسحوق.
اختبارات السلامة الميكانيكية: تضمن هذه الاختبارات قدرة الجهاز اللوحي على تحمل ضغوط التعامل اللاحق, التعبئة والتغليف, والتوزيع. وهي تشمل اختبار الصلابة (مقاومة للسحق), القابلية للتفتيت (مقاومة التآكل), وقت التفكك (مدى سرعة تحلل القرص في السوائل البيولوجية), واختبار الذوبان (معدل إطلاق الدواء من الجهاز اللوحي).
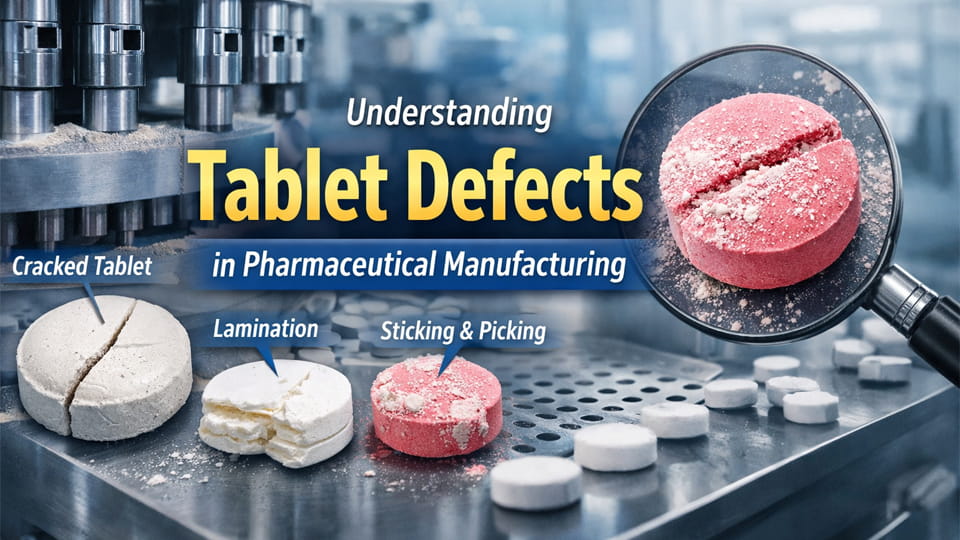
تشير عيوب الضغط إلى فشل في واجهة صياغة الآلة, مطالبين بالتحقيق الفوري والتصحيح.
السد والتصفيح: السد هو فصل الجزء العلوي أو السفلي من الجهاز اللوحي, بينما يتم تقسيم التصفيح إلى طبقتين أو أكثر. كلاهما عبارة عن فشل هيكلي ناتج في المقام الأول عن انحباس الهواء الزائد أثناء الضغط أو عدم كفاية الترابط. غالبًا ما تتضمن الإجراءات العلاجية تقليل سرعة الضغط, إدخال خطوة ما قبل الضغط للسماح للهواء بالهروب, أو ضمان تحسين اختراق اللكمة.
الالتصاق والاختيار: تحدث هذه العيوب عندما تلتصق مادة التركيب بوجه الثقب أو جدار القالب, المساس بالجودة البصرية والدقة. تشمل الحلول زيادة ضغط الضغط, الاستفادة من وقت المكوث الممتد عبر الضغط المسبق, وتحسين تصميم الأدوات. بالإضافة إلى, تجنب الإفراط في خلط مواد التشحيم (مثل ستيرات المغنيسيوم) أمر بالغ الأهمية, لأن الإفراط في التشحيم يمكن أن ينفي فائدتها ويزيد من التصاقها.
الطلاء هو خطوة تشطيب متخصصة يتم إجراؤها باستخدام أداة مخصصة آلة الطلاء. فهو يوفر فوائد وظيفية كبيرة تتجاوز الجماليات البسيطة. الطلاء يمكن أن يخفي الأذواق غير السارة, حماية API من العوامل البيئية (رُطُوبَة, ضوء), ونقديا, التحكم في ملف تعريف إطلاق الدواء. ثلاثة أنواع وظيفية رئيسية يشمل طلاء الفيلم (الحماية القياسية), طلاء معوي (يحمي الدواء من إفراز حمض المعدة في الأمعاء), و طلاء مستدام الإصدار (مصممة للتحكم في الخصائص الدوائية مع مرور الوقت). تتطلب العملية تحكمًا دقيقًا في خلط المحلول, رش, تجفيف, والتفتيش.

التعبئة والتغليف بمثابة خط الدفاع الأول, التأكد من الثبات الكيميائي وفعالية القرص حتى وصوله للمريض. التعبئة الشريطية و عبوة نفطة هي طرق شائعة. ماكينات التعبئة والتغليف الشريطية متخصصون في إغلاق الأقراص الفردية بين طبقتين من الرقائق الواقية, عادة الألومنيوم أو الفيلم المركب. تستخدم الآلة الحرارة والضغط المنظمين بدقة لإنشاء محكم الغلق, ختم مقاوم للعبث لكل قرص, حماية سلامة المنتج بشكل كبير وإطالة العمر الافتراضي عن طريق منع دخول الرطوبة والتلوث. الامتثال التنظيمي في التعبئة والتغليف صارم, مع المتطلبات المتعلقة بأداء نظام إغلاق الحاويات وقواعد وضع العلامات (على سبيل المثال, 21 CFR 201.10), والتي تتطلب تحديدًا واضحًا لاسم الملكية, قوة, تاريخ انتهاء الصلاحية, ورقم القطعة.
تتحول صناعة الأدوية بنشاط نحو المنهجيات المتقدمة التي تعد بمزيد من الكفاءة وتعزيز مراقبة الجودة, تغيير جذري لمستقبل إنتاج الأجهزة اللوحية.
يمثل التصنيع المستمر خروجًا أساسيًا عن المعالجة التقليدية للدُفعات. في نظام سم, يتم دمج عمليات الوحدة بحيث تدخل المواد الخام بشكل مستمر إلى النظام ويخرج المنتج النهائي بشكل مستمر. يتطلب هذا التكامل آلات تصنيع الأجهزة اللوحية المتقدمة القادرة على الاستمرار, عملية سلسة. الميزة الأساسية لإدارة التغيير هي مراقبة الجودة التي لا مثيل لها. تسمح آليات المراقبة والتحكم في الوقت الفعلي بتحديد الانحرافات وتصحيحها بشكل استباقي, ضمان جودة المنتج المتسقة وتقليل التباين من دفعة إلى أخرى بشكل كبير.
من الأمور الأساسية في CM هو استخدام التكنولوجيا التحليلية للعمليات (بات), والذي يتضمن دمج الأدوات التحليلية وأجهزة الاستشعار مباشرة في عملية التصنيع للمراقبة والتحكم في الوقت الفعلي. يؤدي هذا التحول إلى نقل ضمان الجودة من الاعتماد على اختبار المنتج النهائي الذي يستغرق وقتًا طويلاً (أخذ العينات) إلى مستمر, التحكم في العملية.
الأتمتة والذكاء الاصطناعي (منظمة العفو الدولية) هي عوامل تمكين أساسية لهذه البيئة المتطورة. يتم نشر خوارزميات الذكاء الاصطناعي بشكل متزايد للصيانة التنبؤية, السماح بتحديد نقاط فشل المعدات المحتملة - مثل تآكل البرج في آلة ضغط الأقراص الدوارة - قبل أن تتسبب في توقف غير متوقع أو انحراف تشغيلي. في سياق GMP, إن منع الأعطال الميكانيكية غير المتوقعة ليس مجرد إجراء لتوفير التكاليف; إنها آلية الجودة الحاسمة. يمكن أن يؤدي الانحراف الميكانيكي أو الفشل المفاجئ إلى قوة ضغط غير متناسقة أو اختلافات في الوزن, مما قد يؤدي إلى إنتاج دفعات غير متوافقة والتي يجب التحقيق فيها وربما رفضها. باستخدام الذكاء الاصطناعي للتنبؤ بمشاكل المعدات واستباقها, تضمن الشركة المصنعة استقرار العملية, يقلل من مخاطر الإنتاج, ويحافظ على الامتثال التنظيمي. يساهم الذكاء الاصطناعي أيضًا في تحسين نماذج الأدوية وتحسين معايير العملية في الوقت الفعلي.
يتطلب تعقيد تصنيع الأجهزة اللوحية الحديثة اتباع نهج موحد حيث يتقارب علم الصياغة الدقيق مع الهندسة عالية الدقة. يتطلب النجاح في إنتاج الأجهزة اللوحية إدارة القيود المادية المتأصلة بعناية (مثل التدفق والحساسية) عن طريق اختيار طريق التصنيع المناسب و, بشكل حاسم, نشر آلات تصنيع الأجهزة اللوحية القوية والمتطورة. آلة ضغط الأقراص الدوارة الحديثة, متكاملة مع أنظمة التحكم المتقدمة وقادرة على الضغط على مرحلتين, هي التقنية المحددة التي تضمن معايير الجودة المهمة، بما في ذلك وزن الجهاز اللوحي, صلابة, وتوحيد المحتوى - يتم الحفاظ عليه بمعدلات إنتاجية عالية.
مع تحرك الصناعة نحو التصنيع المستمر والاستفادة من تحسين العمليات المستندة إلى الذكاء الاصطناعي, الحاجة إلى التحقق من صحتها, جودة عالية الآلات الصيدلانية سوف تتكثف القدرة على الحصول على البيانات في الوقت الفعلي والالتزام الصارم ببرنامج الرصد العالمي (GMP).. يعتمد تحقيق التميز الصيدلاني المضمون على الاستثمار الاستراتيجي في الآلات المصممة للتحكم الصارم, تصديق, والأتمتة المتقدمة.
السواغات هي مكونات غير نشطة تضاف عمدا إلى تركيبة الأقراص. فهي ضرورية لتوفير الهيكل, ضمان الاستقرار, المساعدة في الذوبان, و, بشكل نقدي, تحسين خصائص التدفق والانضغاط لخليط المسحوق, وهو أمر حيوي للتصنيع عالي السرعة.
Glidants هي نوع محدد من السواغات المضافة لتحسين تدفق مزيج المسحوق. وهي تعمل عن طريق تقليل الاحتكاك بين الجزيئات الفردية, ضمان تحرك المسحوق بسلاسة وثبات في قوالب آلة ضغط الأقراص الدوارة, وبالتالي تعظيم كفاءة الإنتاج والتوحيد.
الطرق الثلاثة الرئيسية المستخدمة في تصنيع الأقراص الصيدلانية هي:: الضغط المباشر (العاصمة), التحبيب الرطب (مجموعة العمل), والتحبيب الجاف (المدير العام). يتم تحديد الاختيار من خلال المكونات الصيدلانية الفعالة (واجهة برمجة التطبيقات) قابلية التدفق, استقرار, والحساسية للرطوبة والحرارة.
يُفضل الضغط المباشر عمومًا لأنه الأقصر, الأقل تعقيدا, والطريقة الأكثر فعالية من حيث التكلفة. أنه يقلل من عدد عمليات الوحدة (القضاء على الكتلة الرطبة, تجفيف, إلخ.), تقليل وقت التصنيع والتكلفة. لكن, فهو يتطلب أن تتمتع واجهة برمجة التطبيقات (API) والسواغات بقابلية انسيابية وانضغاطية ممتازة بطبيعتها.
إن آلة ضغط الأقراص الدوارة هي القطعة المركزية من المعدات التي تحول المسحوق أو الحبيبات إلى شكل الجرعة الصلبة النهائية. إنه يعمل عن طريق التدوير المستمر للبرج الذي يضم مجموعات متعددة من القوالب واللكمات, أداء التغذية بشكل متزامن, تعبئة, ضغط, ومراحل الطرد بسرعة عالية لضمان إنتاجية عالية.
الوزن اللوحي النهائي (وبالتالي الجرعة الدقيقة) يتم التحكم فيه مباشرة بواسطة حجم تعبئة القالب. يتم تحديد هذا الحجم من خلال موضع الجرعات للخرمة السفلية داخل تجويف القالب. يعد التحكم المتسق في تعبئة القالب أمرًا بالغ الأهمية لتحقيق معايير توحيد المحتوى.
قوة الضغط هي الضغط الميكانيكي الذي تمارسه اللكمات العلوية والسفلية على طبقة المسحوق داخل القالب. إنها معلمة مهمة تحدد الخواص الميكانيكية النهائية للجهاز اللوحي, بما في ذلك صلابته, كثافة, وقوة الشد, مما يضمن أن الجهاز اللوحي يمكنه تحمل المعالجة والتعبئة اللاحقة.
تكوين (فصل الجزء العلوي أو السفلي) والتصفيح (الانقسام إلى طبقات متعددة) هي أعطال هيكلية ناتجة في المقام الأول عن انحباس الهواء المفرط داخل المسحوق أو عدم كفاية الترابط بين الجزيئات أثناء مرحلة الضغط, غالبًا ما تتفاقم بسبب سرعات الضغط العالية وأوقات المكوث القصيرة.
الالتصاق والاختيار (المواد الملتصقة على وجوه لكمة) يمكن تخفيفها من خلال العديد من تعديلات العملية: زيادة قوة الضغط, باستخدام خطوة ما قبل الضغط لزيادة وقت السكن, تحسين تصميم الأدوات (على سبيل المثال, نصف قطر كسر أكبر على الوجوه المثقوبة), والتأكد من خلط مادة التشحيم بشكل صحيح في التركيبة.
ممارسات التصنيع الجيدة (GMP) تمثل الإطار الأساسي لضمان الجودة الذي تفرضه الهيئات التنظيمية مثل إدارة الغذاء والدواء الأمريكية ومنظمة الصحة العالمية. والغرض الأساسي منه هو ضمان تصنيع المنتجات الطبية باستمرار, معالجتها, ومعبأة وفقاً لمعايير الجودة المناسبة للاستخدام المقصود منها, تغطية الحد الأدنى من متطلبات المرافق, معدات, والضوابط.